江苏中特的管子管板角焊缝射线检测(T-T-RT)能力与技术优势
1、多年来持续开展技术与工艺研究,完成了大量技术创新,取得两项专利:
2、国内唯一掌握参数关联法则的团队,对任何规格、尺寸、结构、材质的管头均能拍出高灵敏度底片;
3、国内唯一掌握补偿器设计关键技术的团队,对任何规格、尺寸、结构、材质的管头均能设计出适用的补偿器;
4、国内唯一能实施强度焊角焊缝和大直径角焊缝拍片的团队;
5、发明高仿型灵敏度试块,是国内唯一能开展管子管板角焊缝射线检测灵敏度鉴定试验的单位;
6、能解决管子管板角焊缝中缺陷放大测定、缺陷位置测定、缺陷高度测定等各种技术难题;
7、是行业标准NB/T47013.2附录A和中石化企业标准《管子管板角接接头射线检测技术与评级规范》起草单位,能够正确解释标准,准确执行标准。
8、能够在换热器设计、制造、使用、修理各个阶段为企业提供技术咨询。
科普
管子管板射线照相分为两种:管子管板角焊缝γ射线照相和管子管板角焊缝棒阳极X射线照相
管子管板射线照相用途
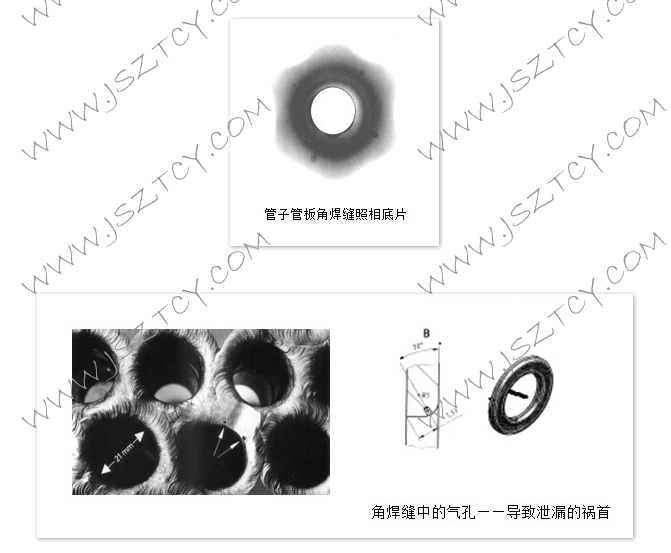
管子-管板角焊缝中的气孔是导致列管式换热器和反应器角焊缝使用不久即发生泄漏的元凶。检出这些气孔是一个难题:表面探伤无法探测 出焊缝内部缺陷,常规射线检测方法无法对管子-管板焊缝实施照 相。采用超声波技术检测管子-管板焊缝现场适应能力差,且对气孔 的 检测灵敏度低。只有管子-管板角焊缝的射线照相能够有效检出这些气孔。
管子管板角焊缝γ射线照相
介绍
管子-管板角焊缝γ射线照相技术是德国BASF研发的先进技术,用于检测列管式换热器和反应器的管子-管板联接焊缝中的埋藏缺陷,可减少焊缝泄漏导致的意外停车,保证装置长周期运行,据巴斯夫公司累计10年的数据统计,采用该技术后,换热器泄漏率从18%降低到2%-3%,经济效益十分可观。尤其是大型石油化工装置,由于避免意外停车,实现了长周期运行,能获得可观的经济利益。
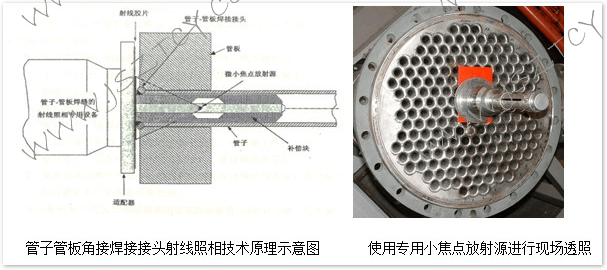
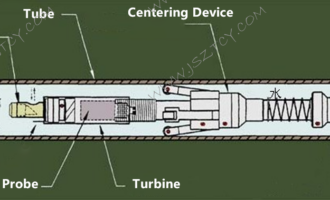
技术原理
探伤机送源杆插进管中,其前置挡板与换热器管板紧贴,而胶片位于前置挡板和管板之间。将源由探伤机中送出,经过补偿块中心圆柱孔,定位到管中的既定位置,采用向后透照的方式进行检测,从而实现角焊缝成像。
技术特点:
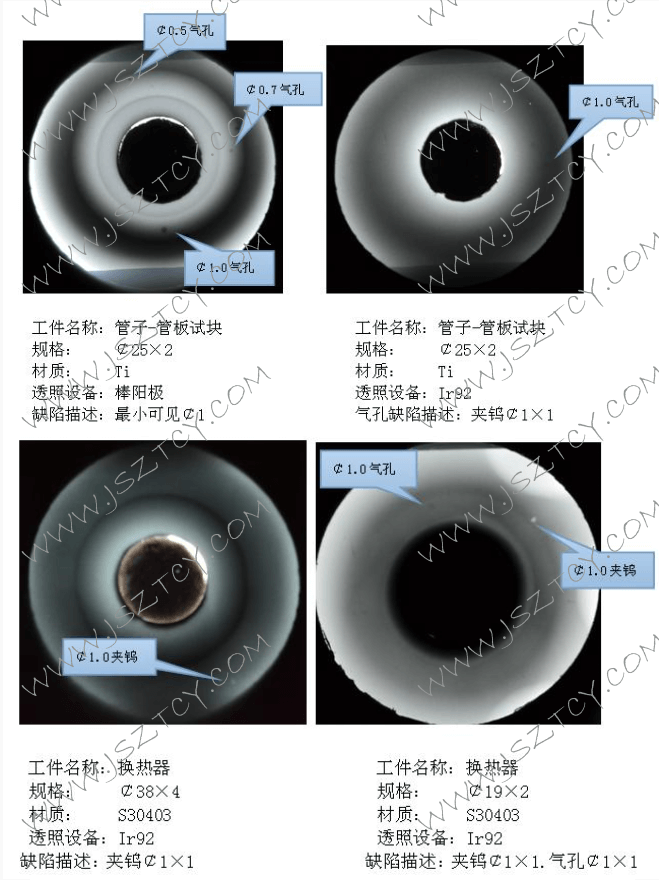
采用小焦点放射性同位素源和先进的工装与工艺措施 ,使管子、管板焊缝中的气孔的检测灵敏度达到Φ0.5 mm,大大高于超声、涡流等其他无损检测技术和方法。该技术定位准确,操作方便,检测速度快,图像清晰,结果可靠,设备和技术的现场适应性也很好 。
应用范围:
可检测的管子规格:内径为12—60mm, 厚度为2~5mm。
可检测的材质:钢、奥氏体不锈钢、钛及钛合金、镍及镍合金、锆等
中特创业公司的优势:
在全面引进德国巴斯夫技术与设备的基础上,中特创业公司十年来不间断地持续改进,进行了大量研究,研制了专用设备、专用象质计和专用工装,通过试验掌握了焦点尺寸、焦距、补偿块等关键参数,制定了工程规范和企业标准并通过全国锅炉压力容器标准化委员会评审。有关研究成果获国家质检总局科技兴检三等奖和江苏省质监局科技成果一等奖。
管子管板角焊缝棒阳极X射线照相
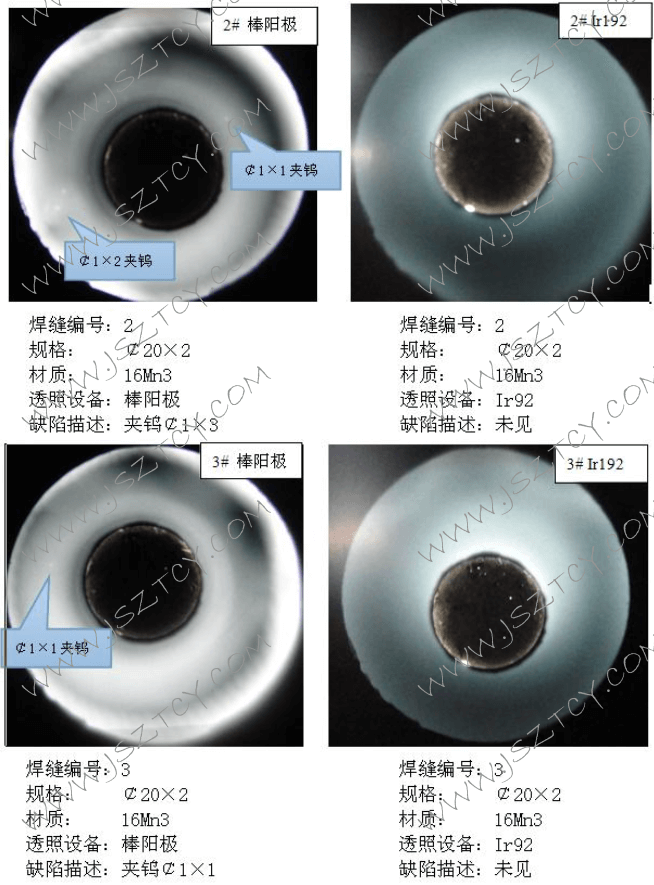
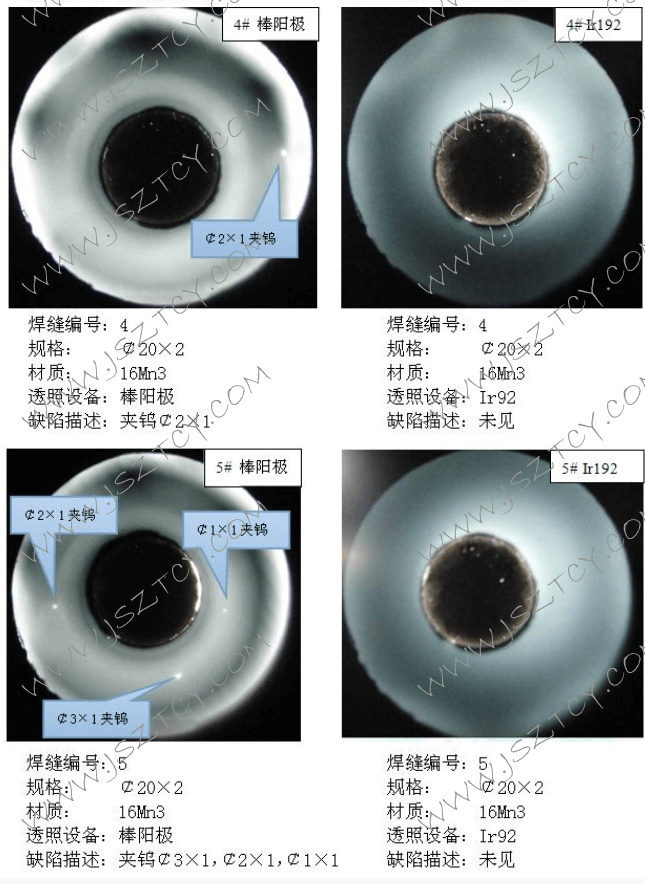
棒阳极检测管子管板检测效果
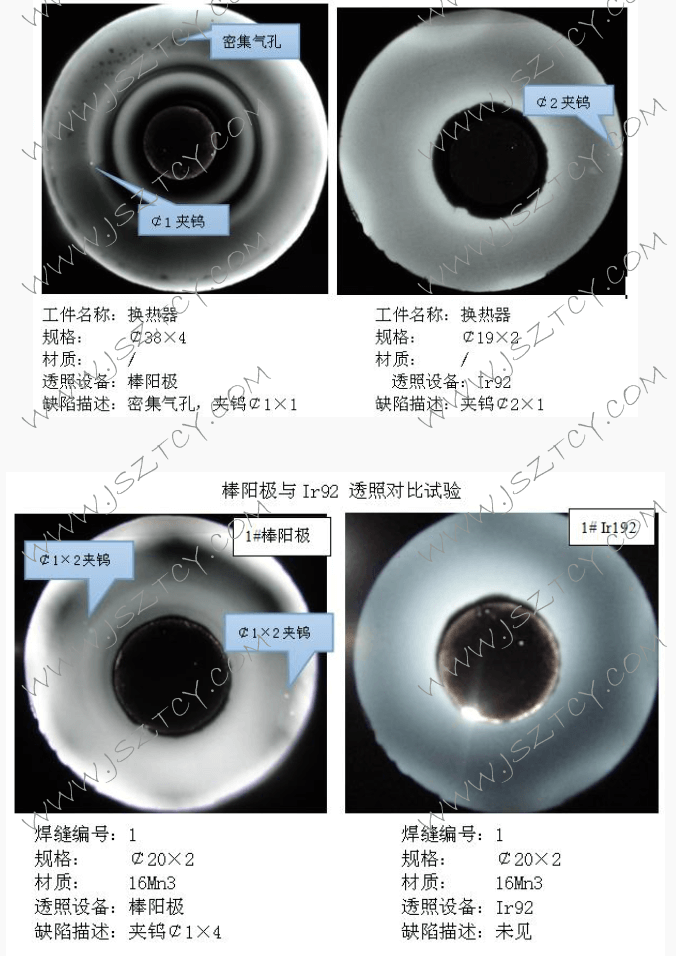
与γ射线相比,使用X射线对管子-管板角焊缝照相可以获得更好的质量。尤其对钛管焊缝,试验证明:使用γ射线对钛焊缝照相,缺陷100%漏检!只有使用棒阳极X射线照相才能检出各种缺陷,保证焊接质量。
江苏中特创业公司引进德国棒阳极机设备,经过大量试验和工艺研究,完全掌握了该项技术,应用于管子管板角焊缝检测,取得非常满意的结果。

棒阳极X射线+胶片技术的优点:
在有些材料中,棒阳极相对于γ射线有更好的检出率。能够弥补γ射线无法完成的检测。



发表评论