小编:五斗橱
常州某一压力容器制造厂,在对容器纵环焊缝的TOFD检测过程中,发现如图1、图3所示的两处缺陷显示,设备材质Q345R,厚度65mm。
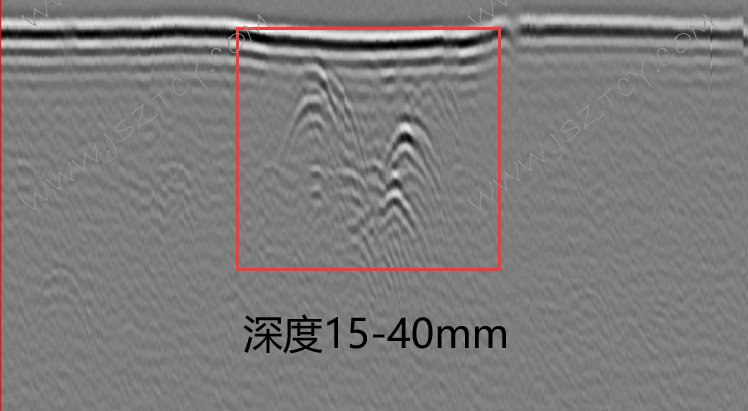
图1:TOFD检测截图
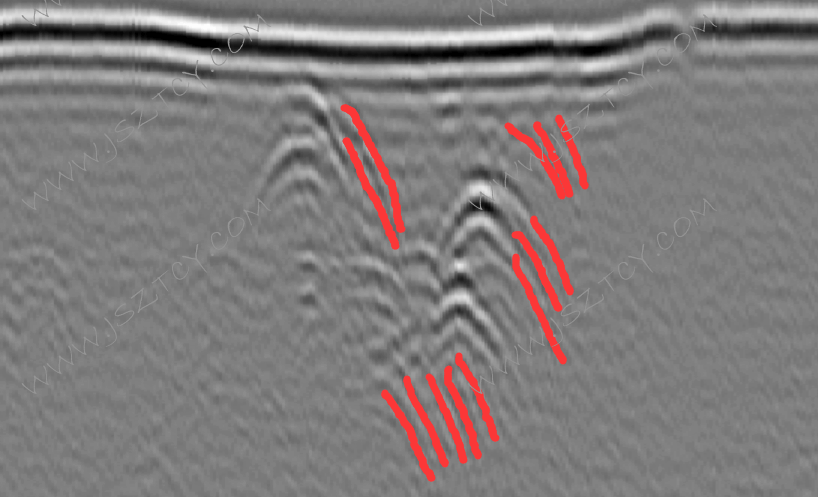
图2:TOFD检测截图
图1,一眼看去,好像是几个点状显示,没有高度和长度,但是仔细看看,就可以发现在直通下面以及每个弧型显示的右侧都有细长的拖尾,见图2中红线所示(可以结合图1对比来看)。
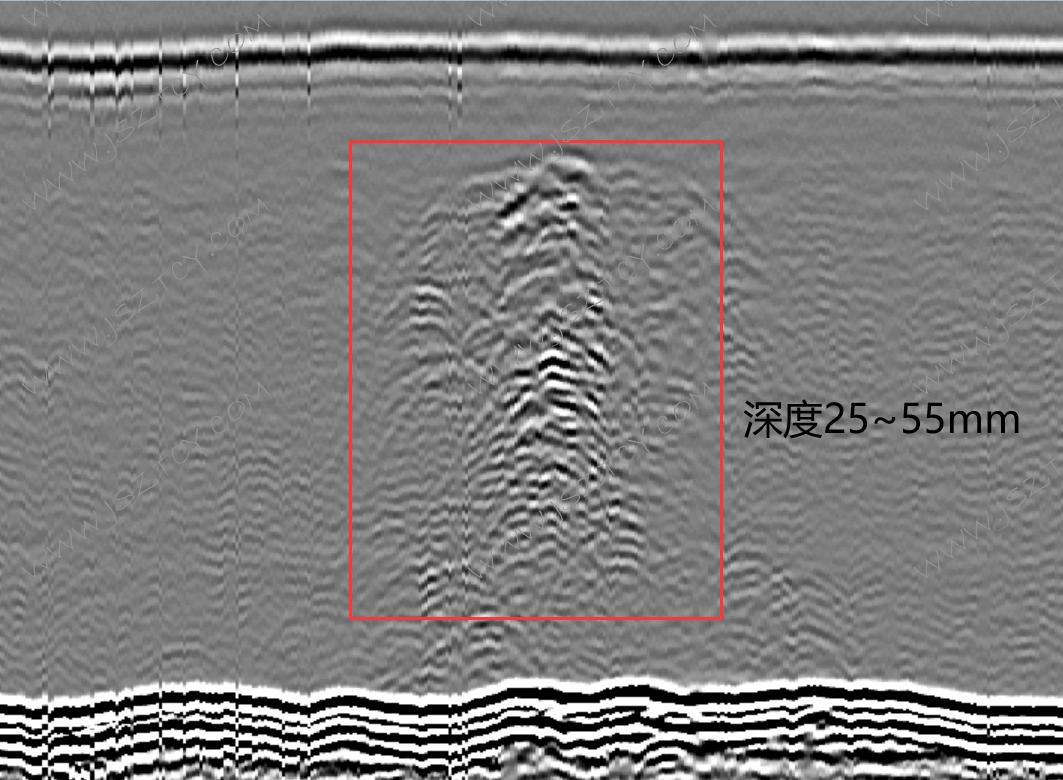
图3:TOFD检测截图
图3,图像看上去像是一团密集气孔显示,但是又无法区分开每个气孔。缺陷的上下端点也不明确。
对图1、图2所示的缺陷,采用常规超声波探头放置在焊缝上,平行于焊缝长度方向进行扫查,发现缺陷波幅此起彼伏,且波形的主峰不定,波幅较宽。结合以往的检测经验,基本判断这两处缺陷为横向裂纹。
为了验证判断结果,返修过程中,在刨开深度达缺陷深度一半位置时进行MT和PT检测,结果如图4、图5所示。
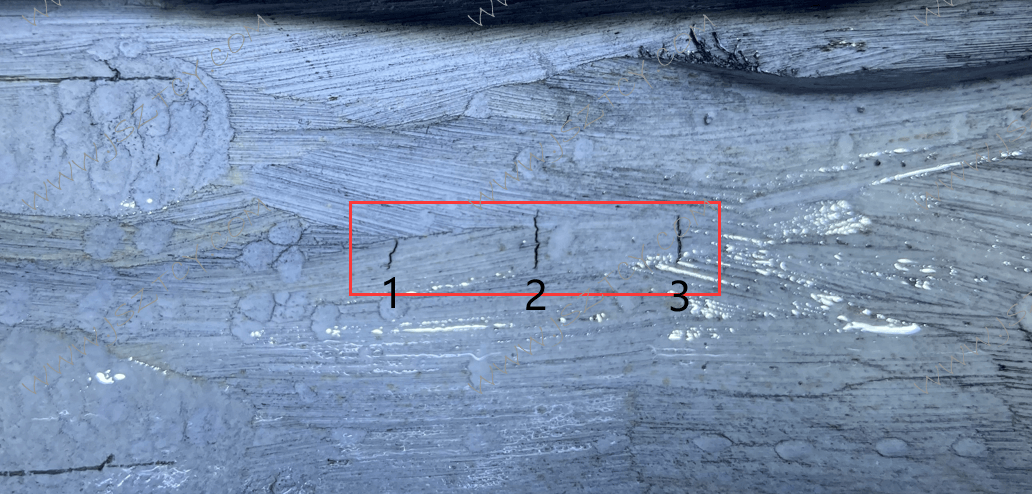
图4:图1所示缺陷MT检测结果
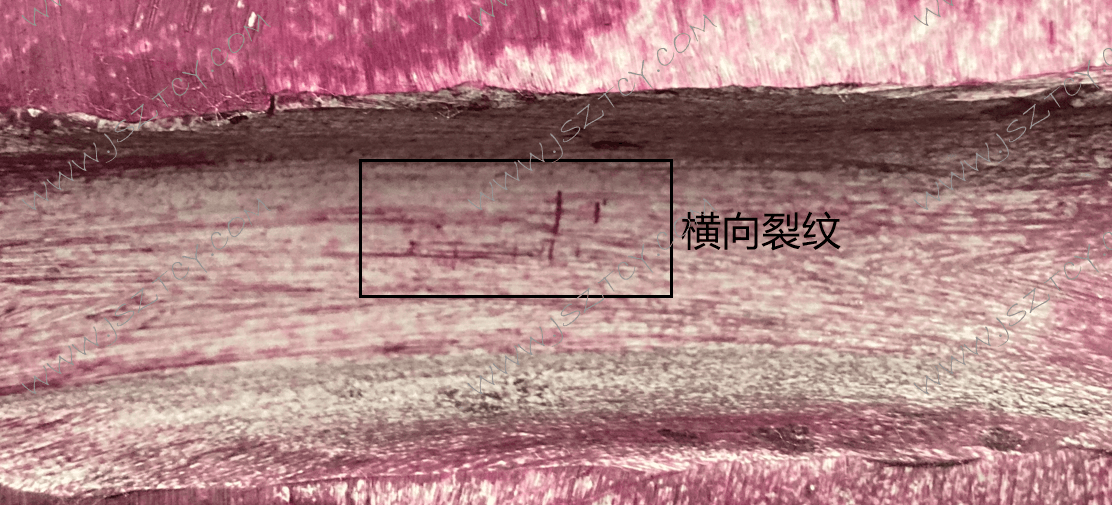
图5:图3所示缺陷PT检测结果
从图4、图5上可以看出明显的裂纹显示,其特点有,一是裂纹垂直于焊缝长度方向,为横向裂纹;二是缺陷长度较小,一般在5mm以内;三是在工件厚度(深度)上的分布不定,深浅都有。
缺陷产生原因分析:该材料为Q345R,焊接性能较好,一般不容易出现裂纹缺陷,上文出现的两处裂纹缺陷,是一次返修后出现的,返修时,一是未按照焊接工艺进行预热处理,直接进行补焊;二是返修处所刨开的坑短而深,焊接热量集中。两个原因导致焊接后工件上温差较大,应力无处释放,最终在焊接处形成横向裂纹。(个人观点,欢迎指正。)
横向裂纹的检出和判读是TOFD检测一大难点,但是裂纹又是一种危害性缺陷,如果漏检或者误评,将会给设备的安全带来极大的隐患,对此我个人有以下几点建议:
1、仔细判读检测数据,对于类似点状显示的又有拖尾的,一定要高度重视,很有可能就是横向裂纹;
2、对于图像显示类似密集气孔装的,或者显示杂乱无章的,一定不要轻易放过;
3、三是要使用常规UT,骑在焊缝上进行横向缺陷检测,且必须要从两个方向(相差180°)进行扫查。