小编:溺水的鱼
XX市某特种装备公司委托我司对一台换热器进行T-T-RT检测,具体参数:规格:Φ38×3,材质20G,焊接方式:GTAW,坡口深度4mm,管子伸出2.5mm,焊接与检测同步进行,希望在检测中及早发现问题,做好及时整改的准备,保证接头的焊接质量,经过检测,发现不少管头焊缝内有缺陷,其中有以下几种典型缺陷,如图示:
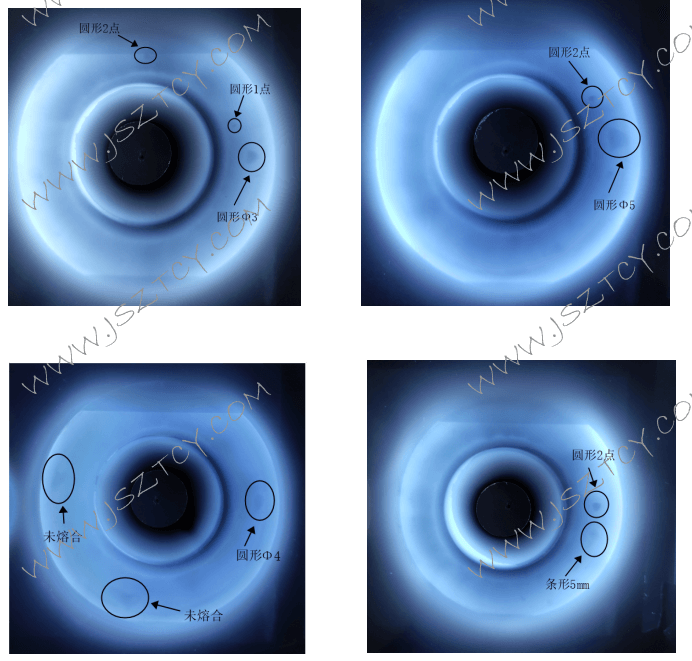
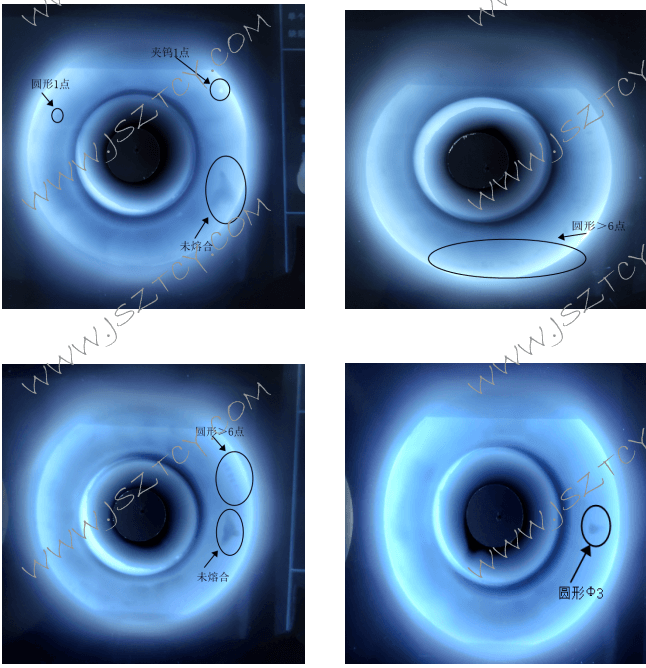
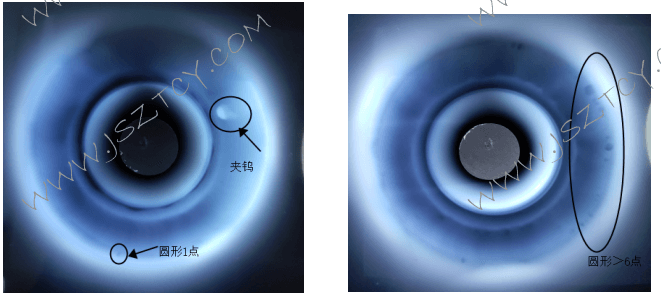
通过以上底片可以看出,大部分缺陷为气孔,夹渣居多,少数会有未熔合、夹钨等缺陷。为了验证这些缺陷的位置,能从根本上消除,于是我们在同一管口分别拍了打底焊和焊满的底片,如所示:
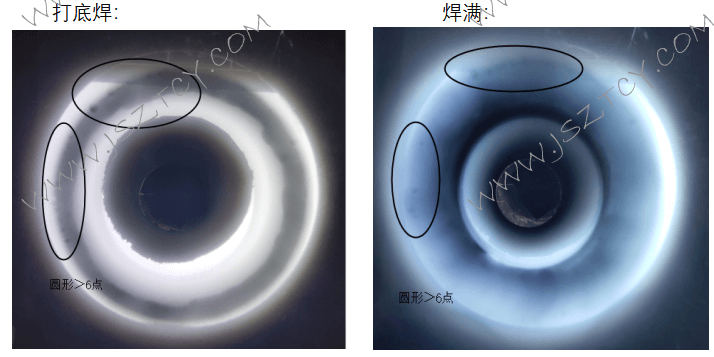
由对比看出,缺陷的位置一模一样,所以在缺陷出现在根部,在打底焊的时候就已经形成。焊接前的处理方法不好导致焊接质量差,通过了解,设备在7-8月开始焊接,当时一直雨季,而设备又放置在窗边,没有进行有效的隔离,使管头一直暴露在潮湿的空气中,而管头的清理不到位或者清理了长时间没有没有焊接导致生锈,还有焊丝使用过程中携带杂质、焊接速度过快、操作不当等等,原因找到之后,立即整改,加大对管头清理力度,改善工艺,最终在之后的焊接中大大增加了合格率,我司的T-T-RT检测技术已处于世界领先水平,该技术定位准确,操作方便,检测速度快,图像清晰,结果可靠,设备和技术的现场适应性也很好 ,能改好的为业主服务。
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。