小编:马兰
近日,我司在某制造厂做TOFD检测时,发现一处较大缺陷显示,TOFD图谱如图1所示:
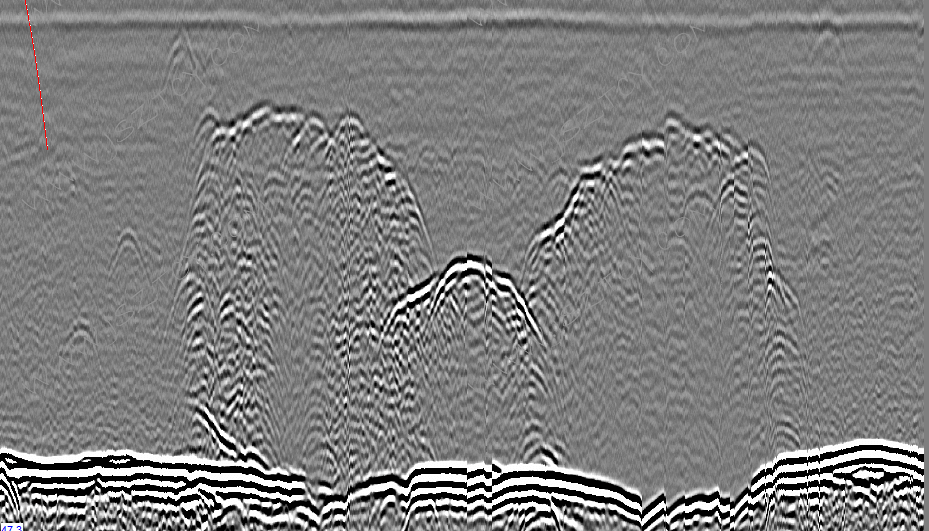
图1:TOFD检测图
检测人员分析,应该是一处开口的裂纹缺陷,后继表面打磨验证,发现如图2所示裂纹显示:
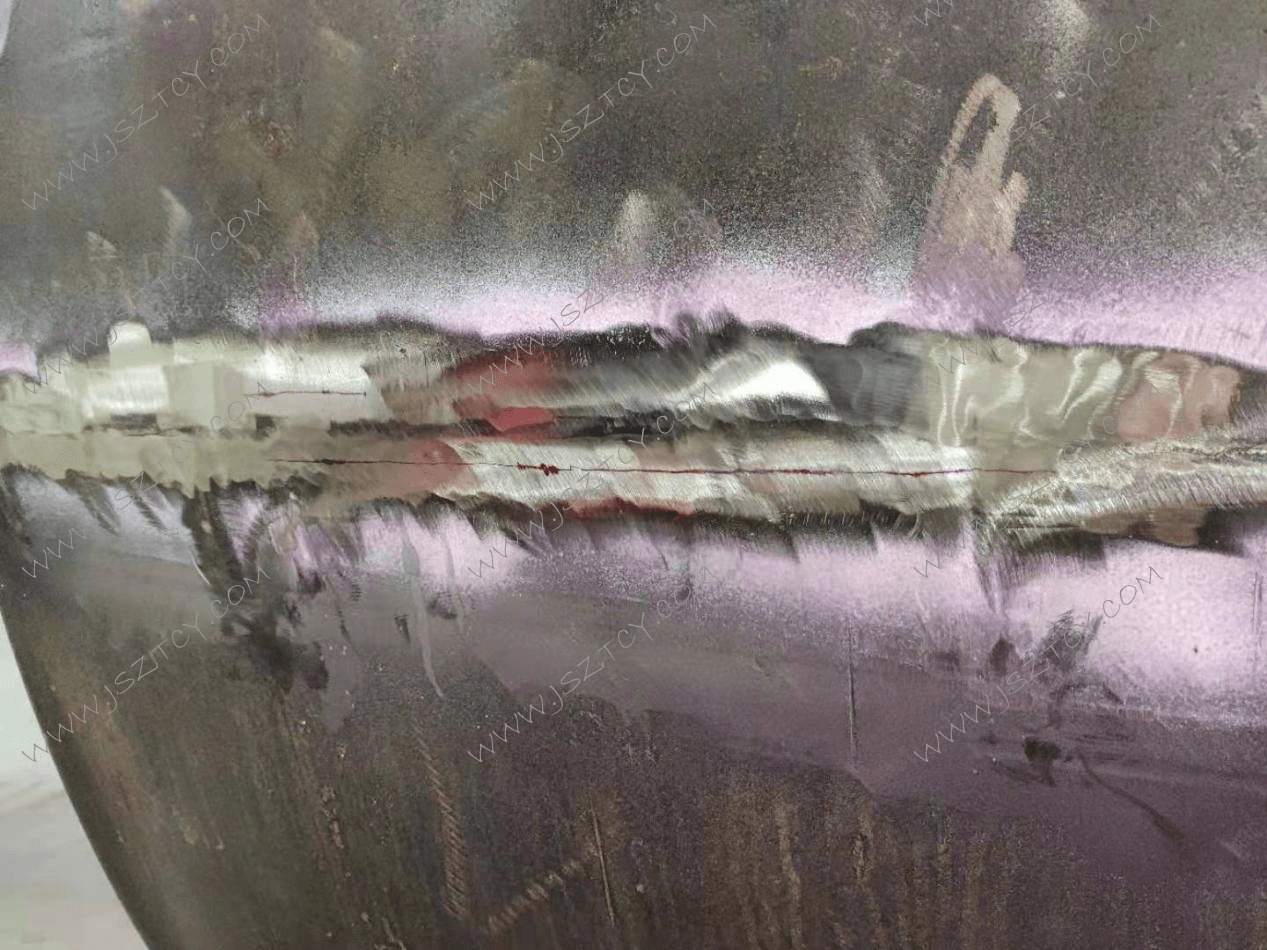
图2:裂纹照片
该工件体材质为Q345R,厚度为T=65mm,口为双U型,双面焊接。首次检测该工件时仅有气孔、夹渣等缺陷,返修之后焊接接接头直接开裂。对于此裂纹产生原因,我司现场做了分析:
第一:当天车间温度较低为-8℃至-1℃,焊接人员直接用烤枪预热,表层温度达到要求而里层温度未达到要求,板材焊缝预热温度不均;
第二:清根不干净;
第三:焊后冷却速度过快;
第四:厚度较大,导致应力集中产生裂纹。
由此可见,冬天温度较低、板厚较大时,要注意焊前预热与焊后保温缓冷;冷却速度过快极易产生裂纹。
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。