一、实验目的
采用多种频率对低翅片管上不同人工缺陷进行涡流检测,分析各缺陷在上面频率下检测效果最优。
二、实验设备与材料
- 涡流检测仪:奥林巴斯MS5800。
- 试样:加工样管 φ25*2mm。
- 探头:φ20磁饱和探头,
三、实验方法
1. 不同频率设置
- 用磁饱和探头使用不同频率检测此样管,对比不同频率灵敏度的区别。
- 观察D90图中信号幅度检测灵敏度和信噪比。
- 检测主频率:分别设置为
- 10 kHz,辅助频率为:20 kHz,5 kHz,1kHz.
- 25 kHz,辅助频率为:50 kHz,12.5 kHz,2.5 kHz.
- 50 kHz,辅助频率为:100 kHz,25 kHz,5 kHz.
- 100 kHz,辅助频率为:200 kHz,50 kHz,10 kHz.
- 200 kHz,辅助频率为:400 kHz,100 kHz,20 kHz.
- 300kHz,辅助频率为:600 kHz,150 kHz,30 kHz.
- 400kHz,辅助频率为:800 kHz,200 kHz,40 kHz.
- 500 kHz,辅助频率为:1000 kHz,250 kHz,50 kHz.
- 750 kHz,辅助频率为:1500 kHz,375 kHz,75 kHz.
- 1000 kHz,辅助频率为:2000 kHz,500 kHz,100 kHz.
- 提离效应:保持探头与试样表面的距离为0.5 mm。
- 扫描速度:恒定为30mm/s左右。
2. 实验步骤
样管设计加工,材质321,规格φ25*2mm,一侧管束光管一侧管束外螺纹,管束外螺纹处有弱磁性。见图1、图2。
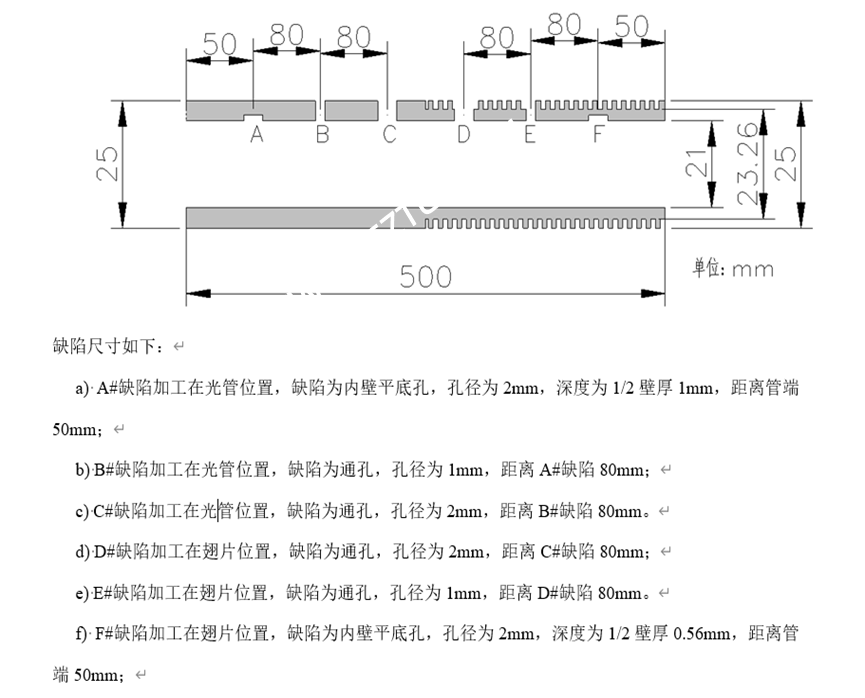
图1为样管加工设计要求

图2为样管加工后实图
3. 数据采集及图谱显示
通过涡流检测仪采集以下数据:
φ2 mm通孔缺陷信号的幅值(1V),相位角偏移(40°),采用不同频率对管束外螺纹管φ1 mm通孔和内壁平底孔进行检测。
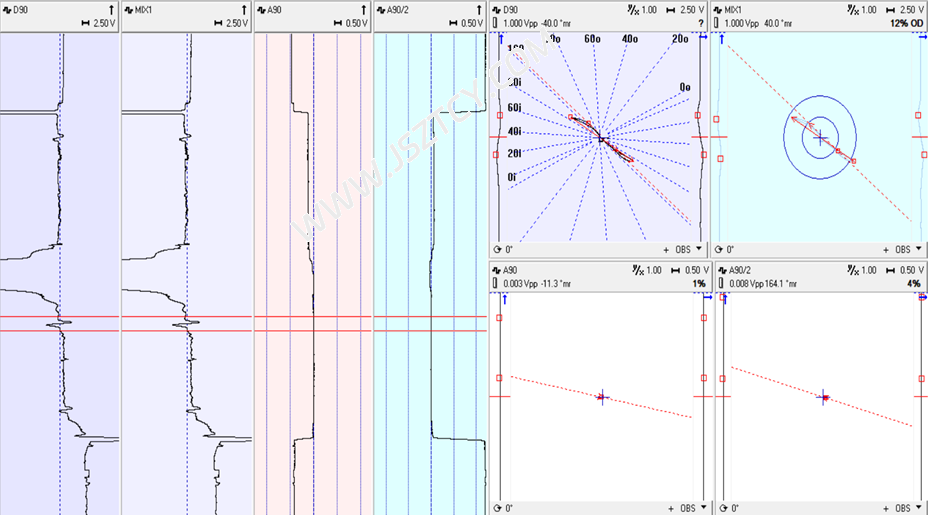
四、实验结果
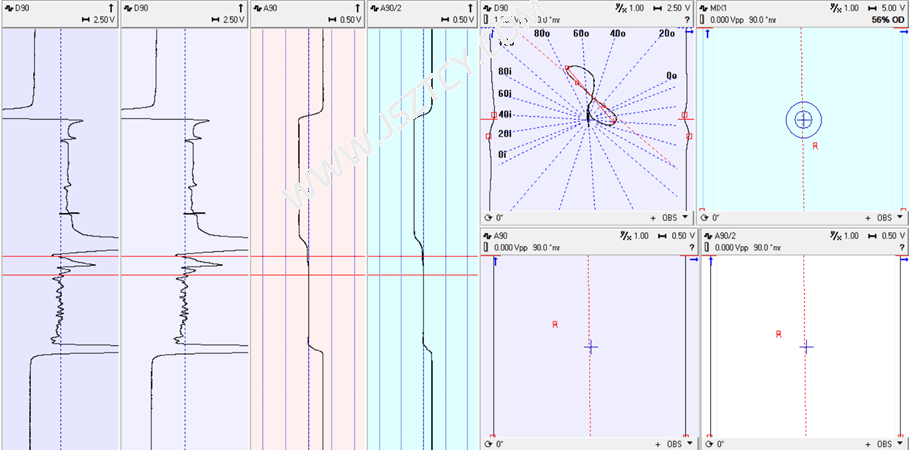
- 当频率10KHZ-200KHZ检测时,光管部分缺陷信号可清楚显示,外螺纹部分,图像信噪比差,灵敏度较低,φ1 mm通孔和内壁平底孔缺陷信号不显示。
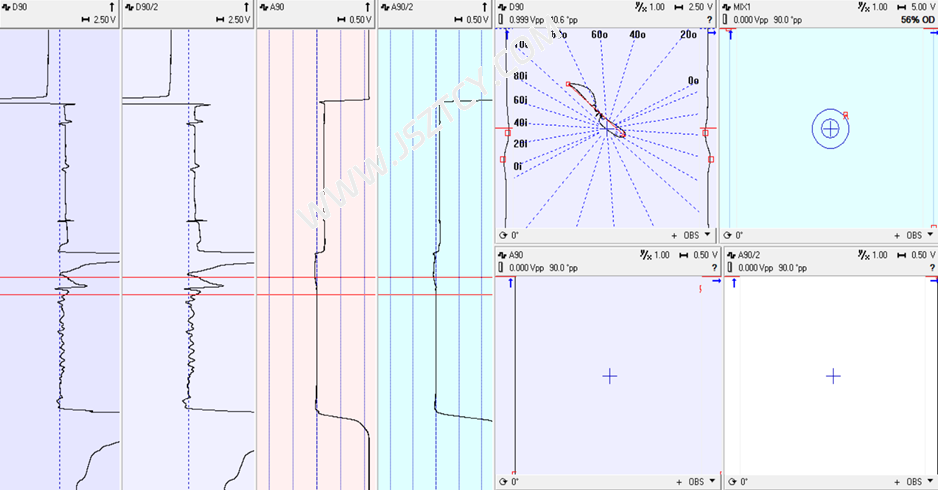
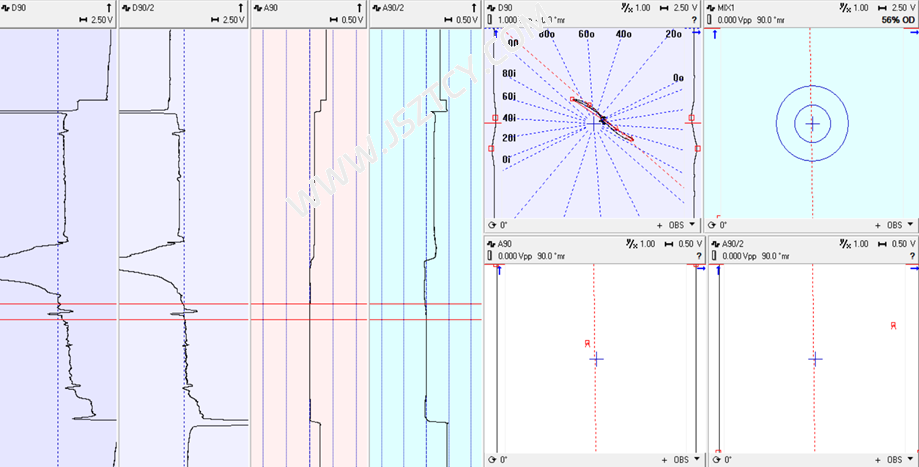
- 当频率300KHZ-500KHZ检测时,光管部分缺陷信号可清楚显示,外螺纹部分,图像信噪比一般,灵敏度高,缺陷信号可清楚显示。
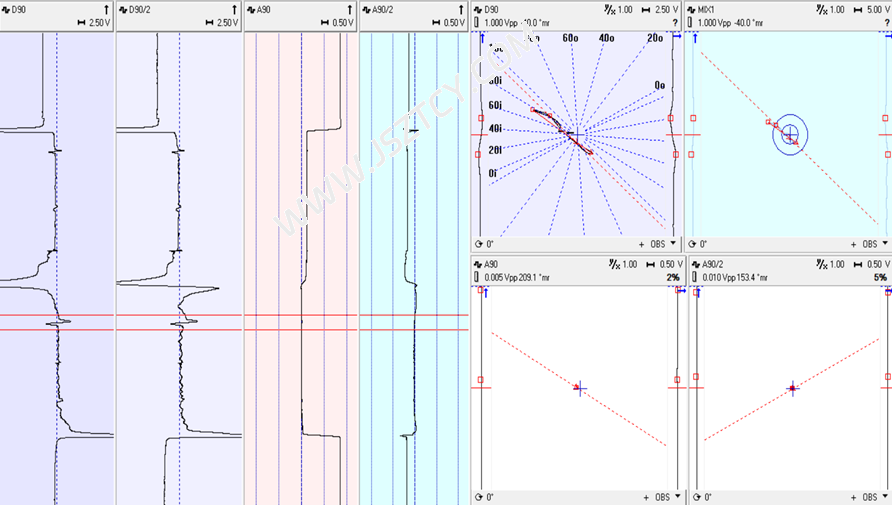
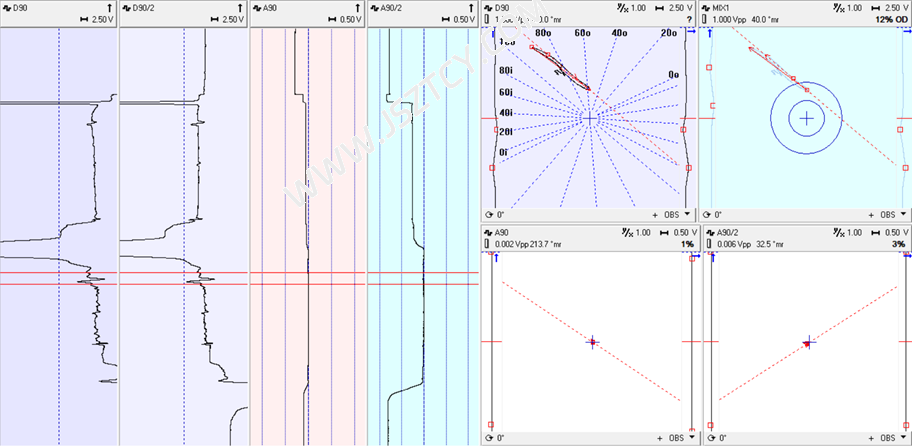
- 当频率750KHZ-1000KHZ检测时,光管部分缺陷信号通孔不显示,外螺纹部分,图像信噪比一般,灵敏度高,中心线整体以偏移。
五、结论
经过试验证明,当使用不同的频率时,灵敏度是不同的。
- 高频:适用于表面及近表面缺陷检测,提供高灵敏度和分辨率。
- 低频:适用于深层缺陷检测,具备更好的穿透能力。
- 材料特性:需根据材料的导电性和磁导率调整频率,以优化检测效果。
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。