在江苏某压力容器制造厂,我司对一台容器的环焊缝开展TOFD检测时,获取到如图1所示的检测图谱。
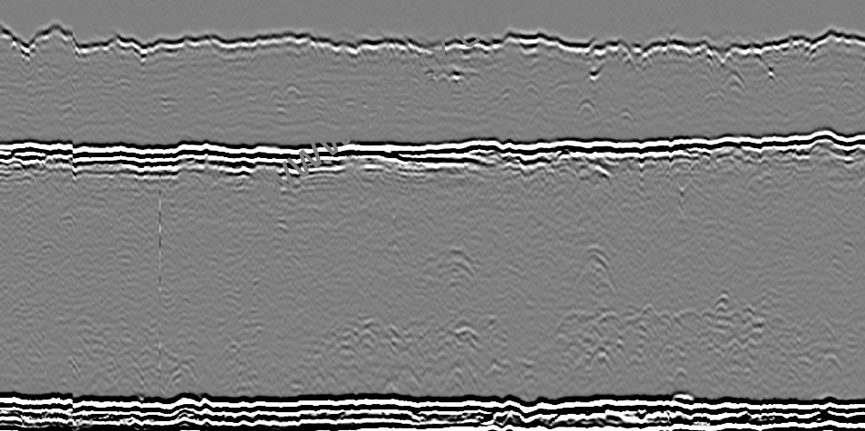
图1:TOFD检测原始图谱
对该图谱进行细致分析后发现:其一,直通波、底波及一次转换波均清晰存在,表明检测的时间窗口设置合理;其二,波幅处于适中范围,图谱中点状显示辨识度良好,说明检测灵敏度参数调节正常。单从表面观察,这似乎是一幅符合合格标准的检测图谱。
但这幅图谱真的完全合格吗?仔细观察便能发现,图中的直通波呈现出明显的弯曲不平状态。在此对直通波进行简要说明:直通波沿两个探头间最短的路径传播,是最早到达接收探头的信号,在TOFD的A扫波形中位于最前端。若工件检测面相对光滑平整,直通波通常会呈现平直光滑的形态。
然而本次检测的直通波存在异常弯曲,且经现场确认检测面光滑平整,由此可推断核心问题——工件存在表面开口缺陷,且该缺陷呈连续分布状态,自身高度较小。为了验证这一推测,我们采用了两种补充检测方法:扫查面磁粉检测与焊缝背面TOFD检测。
扫查面的磁粉检测结果如图2所示,红色框内为焊缝熔合线处断续的裂纹显示。

图2:磁粉检测结果图
焊缝背面的TOFD检测结果如图3所示,此时图谱中的直通波相对光滑平直,且在底波附近可观察到断续的缺陷显示,且缺陷高度较小。
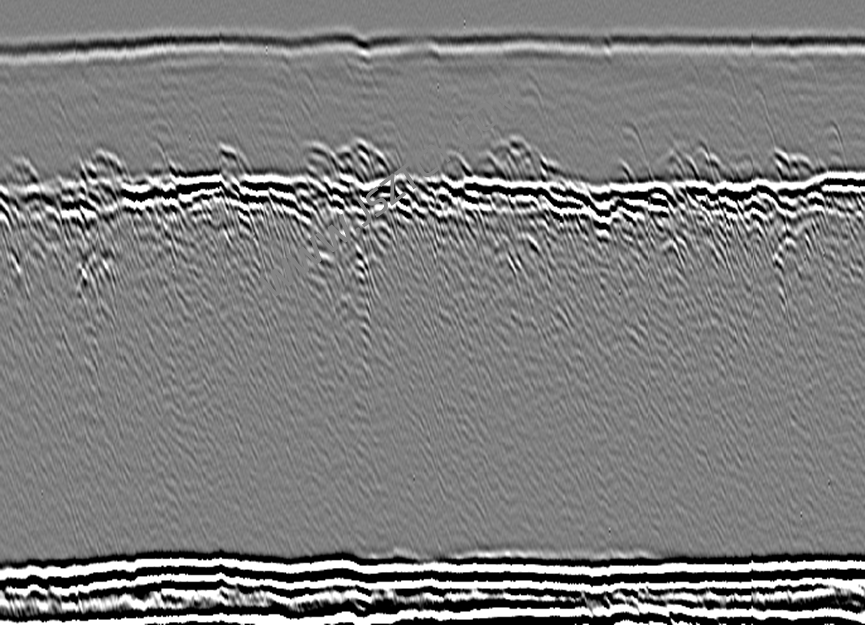
图3:焊缝背面TOFD检测图谱
综上可得出结论:图1中直通波的异常弯曲,是由于扫查面存在断续且较浅的裂纹所导致。经排查,该整圈焊缝均存在此类情况,若检测过程中稍有疏忽,极易漏判这类严重缺陷。
为避免此类漏判问题,我们需先明确上表面开口缺陷的典型特征:
1.对于高度较小的上表面开口缺陷,其A扫直通波信号通常不会消失,仅表现为波幅减小;图谱中的直通波也不会断开,仅因信号传输时间延长而出现下沉现象。
2.此类缺陷的下尖端信号强度较弱,且相位与直通波保持一致。
3.由于缺陷高度较小,其下尖端信号可能被直通波掩盖,难以直接识别。
4.通常情况下,底面波不会发生异常变化,也不会出现额外的变形波信号。
需要注意的是,直通波的下沉或弯曲并非完全是由表面开口缺陷导致的,如图4所示的情况:
图4:工件表面不平引发的直通波弯曲
图中直通波的下沉或弯曲,是由于工件表面不平整、存在飞溅等异物,导致扫查过程中探头被抬起所形成。与表面开口缺陷导致的直通波异常相比,其核心区别在于:此类情况中,直通波、底波及转换波会同步出现下沉或弯曲变化。
因此,在实际TOFD检测工作中,需重点关注直通波的形态变化,结合现场实际情况(如检测面状态、探头贴合情况等)进行综合判断,才能准确区分缺陷类型,避免漏判或误判。