一、案例基本描述
设备名称:甲醇合成塔(D40001)
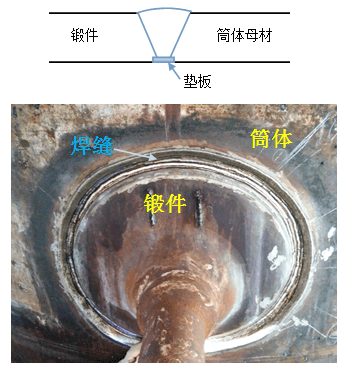
焊缝规格/材质:T=45mm 、13MnNiMoNbR/20MnMoNb IV/ERNiCr-3
焊接方法:手工氩弧焊
坡口形式:V型坡口加垫板(如所示下图)
该设备母材和锻件均为碳钢材料,但两者间焊缝为不锈钢材料,在UT检测时对焊缝部分的检测是重点和难点,本次检测中采用超声波纵波分层聚焦的方法对各层依次进行检测,检测过程中发现很多缺陷,取典型位置进行解剖分析,发现的缺陷基本是融合线处的剥离,而且向整圈焊缝延伸,详细情况见以下分析。
二、检测情况分析
此次检测采用的对比缺陷为Φ3×40mm横孔,对比试块焊缝的焊接工艺和材料与被检焊缝相同,采用不同聚焦深度的纵波聚焦探头制作TCG曲线,并对该设备南侧D1和东侧D2的两条焊缝进行检测,发现大量超标缺陷,缺陷走向基本沿融合线处分布,如下图示意:
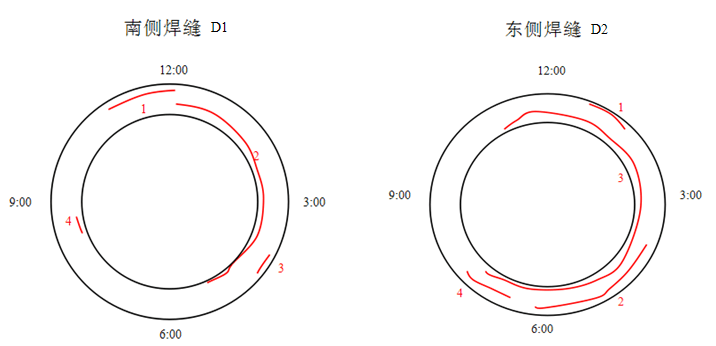
取具有代表性的缺陷进行解剖分析,缺陷信息如下:
| 焊缝编号 | 缺陷编号 | 缺陷位置 | 缺陷深度 | 水平位置 |
| D1 | 1 | 11:00~12:00 | 25~36mm | 外侧熔合线 |
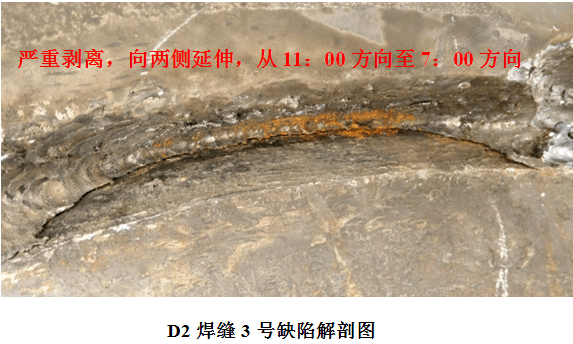
| D2 | 3 | 11:00~6:30 | 10~35mm | 内侧熔合线 |
对此两处缺陷进行解剖分析后,发现为剥离缺陷,且沿融合线向两侧延伸,如下图: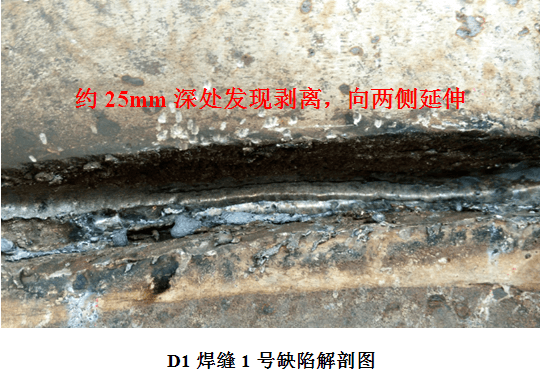
再对以上所有缺陷进行解剖,解剖结果为:D1焊缝3号和4号缺陷为连续气孔,其余均为融合线处的剥离。
三、结果讨论
在异种钢焊接过程中,焊缝融合线处比较容易出现缺陷,在设备使用的过程中,焊缝融合线处也是应力比较集中的位置,所以在融合线处很容易出现缺陷,在对不锈钢焊缝的检测过程中,常规检测方法很难达到预期的效果,采用分层聚焦的方法能够完成对焊缝100%的检测覆盖,且有足够的检测灵敏度。
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。