小编:五斗橱
南京某化工厂大修期间,有3台不锈钢闪蒸罐需要全面检测,编号为E404、E405、E406,该设备属于整体焊接成型的,只能从外壁进行检测,根据业主的检测要求,综合材质、规格、效率等方面,方案设定采用高频导波从容器外壁进行检测。
闪蒸罐具材质为SA240 304,壁厚12mm,在高频导波检测过程中发现几处反射信号,其一如图1所示,从图中可以看出,缺陷信号显示清晰,信噪比较好。
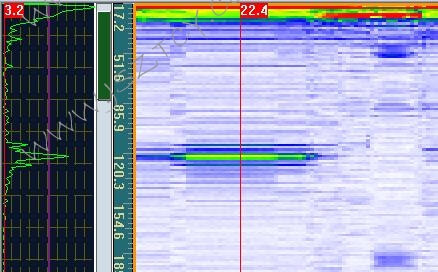
图1:高频导波检测图
对于检测出缺陷采用A型脉冲反射法超声波检测验证,见图2所示。

图2:缺陷处超声波检测验证
从图2可以看出,高频导波发现的缺陷深度为10mm左右,靠近容器内壁,从内壁在发现缺陷的区域采用PT检测,未能发现缺陷显示,因此判断该缺缺陷属于近表面埋藏缺陷。后续进一步将缺陷位置破开,进行金相分析,结果如图3所示:存在一较小条状缺陷,长度1.2mm左右,距离容器内壁1.8mm深,和超声波定位结果一致。从图上看,缺陷两边没有偶合对应关系,不是裂纹,从外形看应该是折叠。
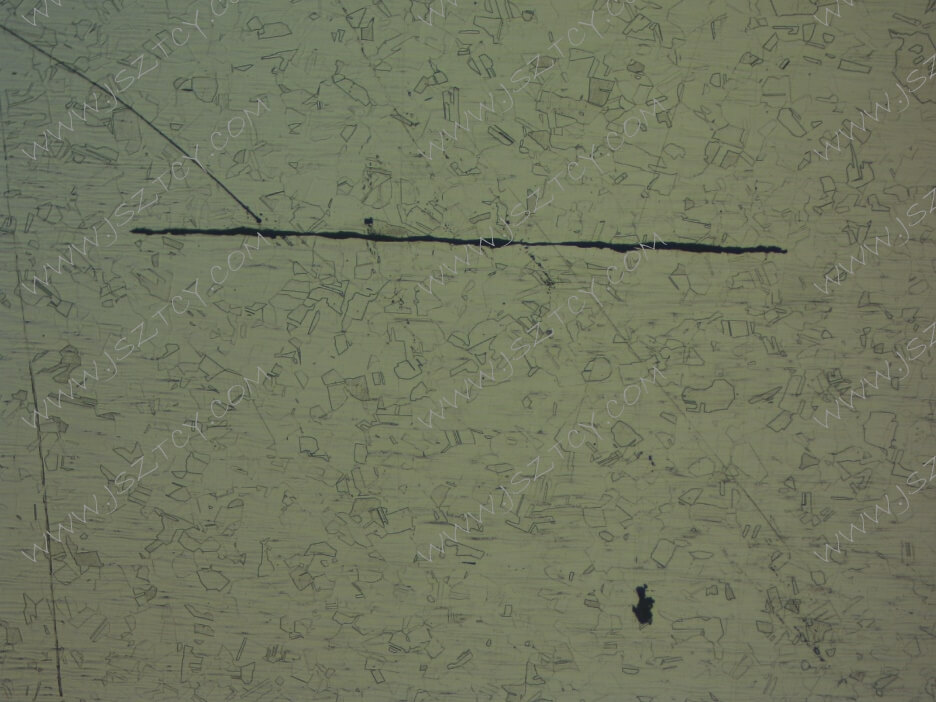
图3:金相分析结果图
由此可见,高频导波对于不锈钢容器检测的优点为:
- 检测效率高,能快速实现大面积的扫查;
- 检测灵敏度高,能发现1mm甚至更小的缺陷。
而它的缺点是:
- 发现缺陷不能精确定位,需要采用其它方法辅助检测;
- 被检工件表面的异物(锈蚀、浆糊等)对检测结果的影响较大,容易误判。
以上只是个人检测经验之谈,欢迎同行交流指正,谢谢!
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。