今日在徐州某特钢厂对110T炉子作内检,在对汽包进行磁粉检测时,发现3处裂纹:
一、炉前侧左起第一列上数第一只上升管角焊缝热影响区有裂纹:
如图1:(前视图,在6点钟至9点钟裂纹长度约为40mm)

经打磨之后,裂纹未消除。
如图2:(前视图,在6点钟至9点钟长度约为42mm,打磨深度4mm)

二、炉前侧左起第二列上数第一只上升管角焊缝热影响区也有裂纹:
如图3:(前视图,在9点钟方向2条裂纹,总和长度约为14mm)
经打磨之后,裂纹未消除。
如图4:(前视图,在9点钟方向两条裂纹练成一线,长度约为15mm,并且上端有延伸趋势,打磨深度4mm)

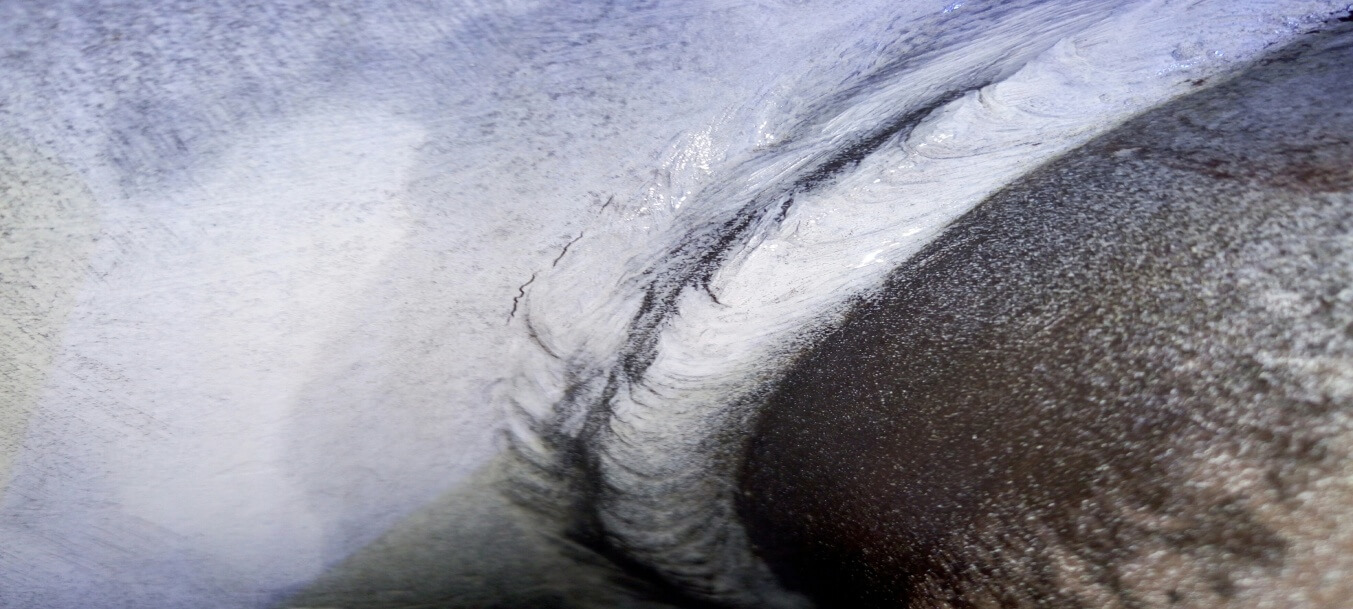
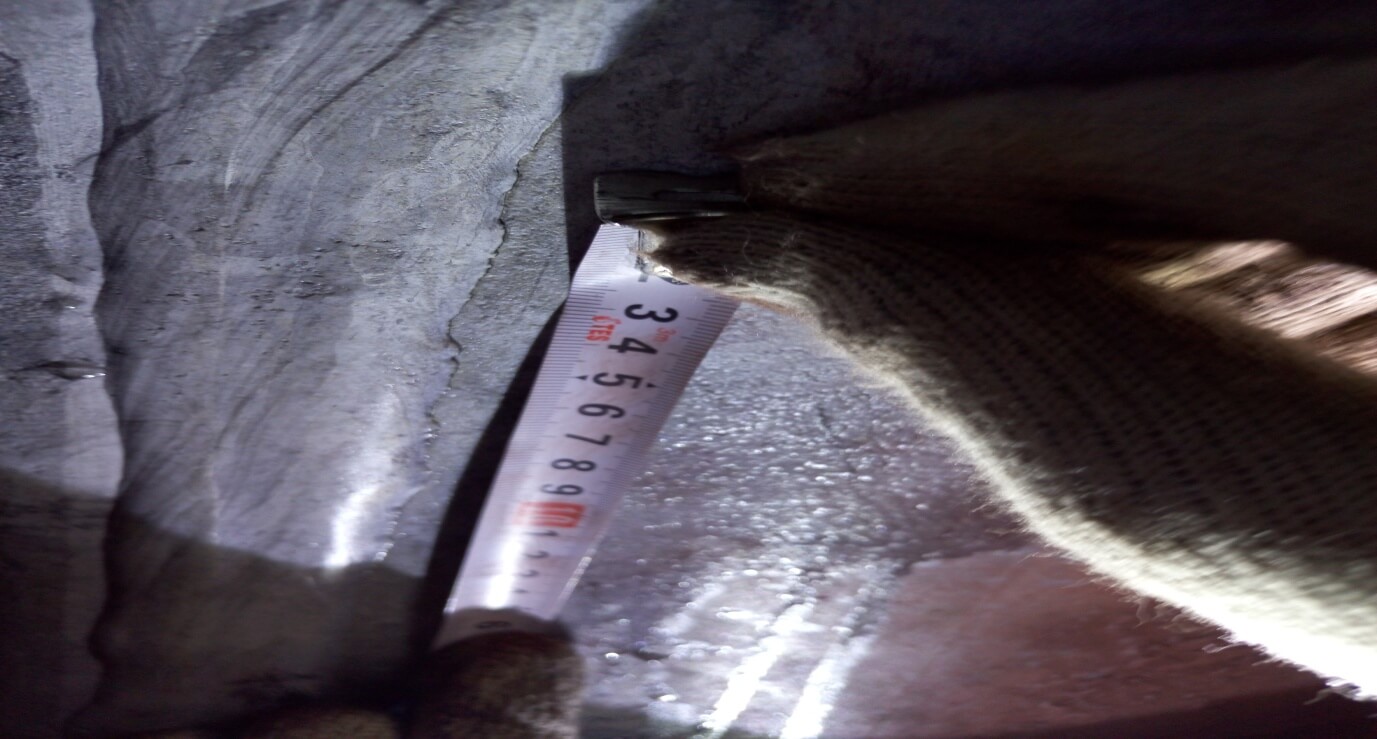
三、炉右侧汽包内环缝热影响区有裂纹:
如图5:(右视图,在10点方向长度约为120mm)
经打磨之后,裂纹未消除。
如图6:(右视图,在10点方向之前的裂纹消除部分,所剩裂纹长度10mm,下端还有细微散装裂纹,打磨深度5mm)

据推测:这三处裂纹的形成原因基本相同,都是在融合线上由于长期的高温高压中运行产生应力集中而造成,而这种应力产生的主要原因就是焊接接头的残余应力,由于汽包壁比较厚,刚度比较大,所以焊接后在接管接头处产生很大的残余应力。从而造成裂纹,所以在裂纹消除后要消除残余应力。
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。