小编:古街旧巷
超声波检测是利用材料及其缺陷的声学性能差异对超声波反射情况和穿透时间能量的变化来检测工件内部缺陷的无损检测方法。
根据工艺规程的内容以及被检工件的检测要求编制操作指导书,操作指导书在首次应用前应进行工艺验证,验证方式可在相关对比试块上进行包括检测范围内灵敏度、信噪比等是否满足检测要求。
1.检测前的准备
⑴熟悉被检工件:工件名称、材质、规格、坡口形式、焊接方法、热处理状态、工件表面状态、检测标准、合格级别、检测比例等。
⑵选择仪器和探头:根据标准规定及现场情况确定仪器、探头、试块、检测比例、检测灵敏度、检测方法。
⑶仪器的校准:在使用之前,对仪器的水平线性(不大于1%)和垂直线性(不大于5%)进行测定。
⑷探头的校准:进行入射点(前沿距离)、折射角(K值)、灵敏度余量、分辨力校准。
⑸灵敏度的校验:在对比试块上对灵敏度进行校验。
2.检测操作:在对焊接接头的检验时,扫查灵敏度应不低于评定线(EL),探头的扫查速度不应超过150mm/s,扫查时探头移动间隔至少有15%的重叠。
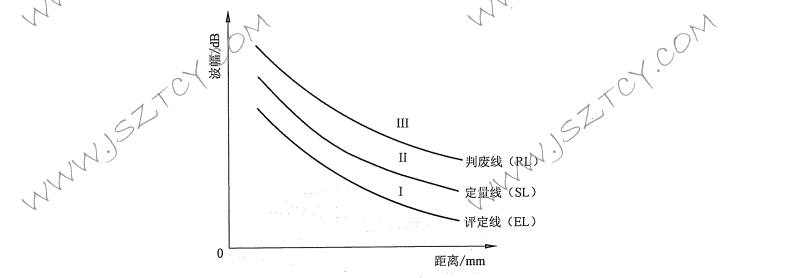
3.检测结果及评级:根据缺陷波幅、指示长度和相关标准评级。
4.出具检测报告。
5.对其有超标缺陷的焊接接头,其反修部位均按原检测要求进行复检。
超声波检测可以检测大厚度、较高的检测灵敏度、速度较快、对缺陷可以定位和定量,对缺陷的显示不直观、技术难度大、容易受到主客观因素影响、对检测人员的要求较高等。
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。