小编:洛枫
我们在平时的换热器管束涡流检测中,常见的有点蚀(点状腐蚀),减薄,裂纹,折叠等缺陷。今天想介绍一下管束在制造过程中就形成的缺陷—内折叠。相互学习讨论,有不足之处请大家多多指教。先让我们来看看这台在造换热器管束的基本情况。
换热管的规格:25.4*2.6*4500mm(外径*壁厚*长度)
换热管的材质:N10276
摆放方式:卧式
首先,使用同种规格材质的样管进行校准。众所周知,样管的校准是保证检测结果准确性的前提。校准好样管后我们就可以开始检测,在检测过程中我们发现在换热管的内壁存在明显的缺陷信号。如下图所示:
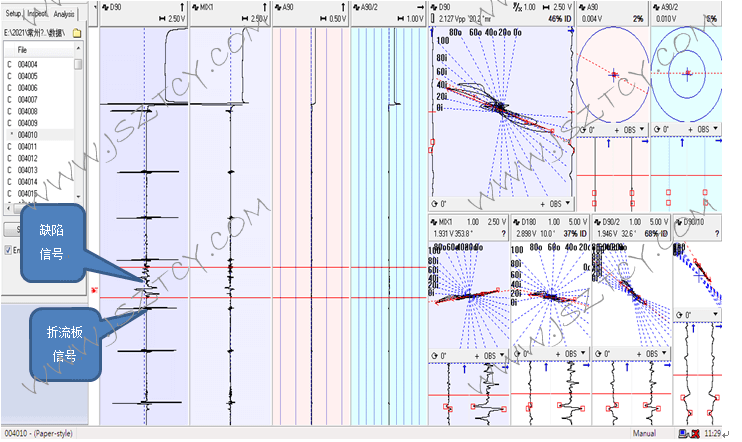
请看图中左侧D90通道,可以发现在两折流板信号之间出现异常的信号。图中右侧D90阻抗分析图中也可以看到有异常信号。为了检测结果的准确性,防止因管束内不干净产生伪信号而误判,我们对此根换热管束重新检测,发现异常信号一直存在,也在同一位置。从而确定此异常的信号为缺陷信号。
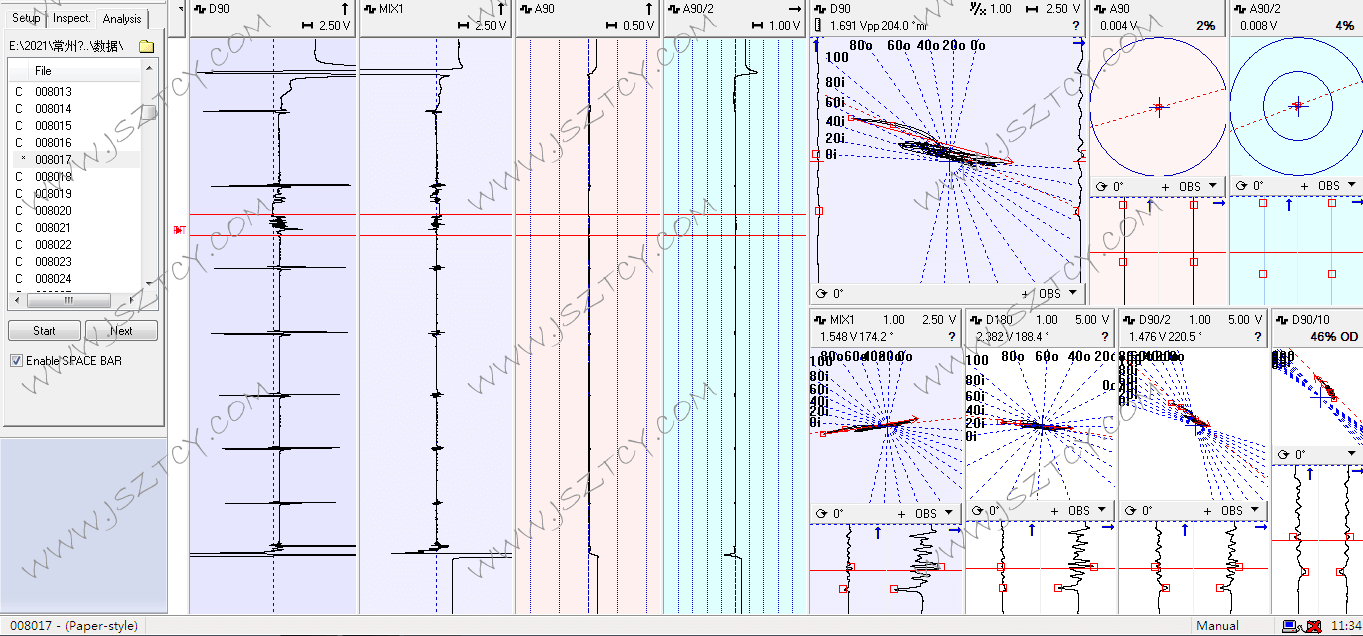
在接下来的检测中,我们发现了更多相似情况的管束。下面我选取了个别换热管束的图谱。如图所示:
在向业主反映了检测情况后,业主使用内窥镜对存在缺陷的管束进行察看。得到以下图像(如下图)。
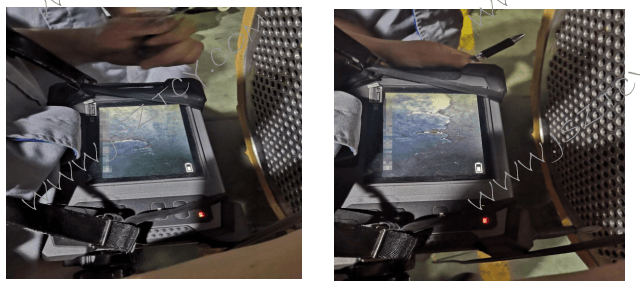
可以在图中明确看到管束内壁存在折叠。产生这种内折叠的原因是由于在轧制过程中金属质量不好造成的质量缺陷,在穿孔过程中产生且不可消除的。当管坯存在非金属夹杂物,偏析时,会有气泡集中于金属夹杂物周围,在穿孔过程中不能焊合才形成的内折叠。其主要是管坯的质量不合格,是非金属夹杂和有害物质对金属污染度偏高造成的。
所以,为了消除换热管束内折叠缺陷的产生,就要做到在换热管制造的过程中考虑穿孔变形参数,穿孔温度对内折的影响,以及加热时间与内折的关系。要改善管束内表面质量,减少内折叠产生,应做到管坯浇铸时保证组织的均匀度,降低偏析防止非金属夹杂过度集中;在穿孔前保证坯料的加热温度减小顶前压小量。
我们向业主建议对于不合格的换热管束进行替换,避免在以后的生产使用中发生泄露从而导致紧急停车。