小编:溺水的鱼
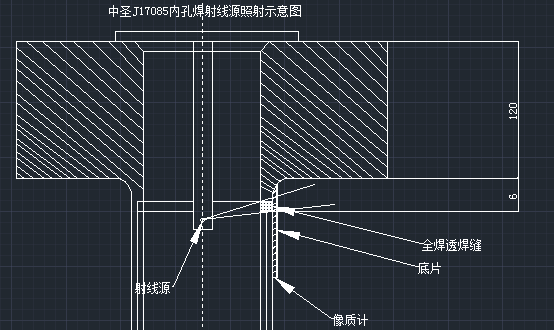
近期,公司接到某厂某个设备需要进行内孔焊透照的业务, XX设备内孔焊参数:管板厚度120mm,焊缝距离管板6mm,总共深度126mm,普通棒阳极射线机无法满足透照条件,所以必须使用γ源透照,由于源顶部有钨块限制其向前发射,只能向后发射,故其透照示意图如下:
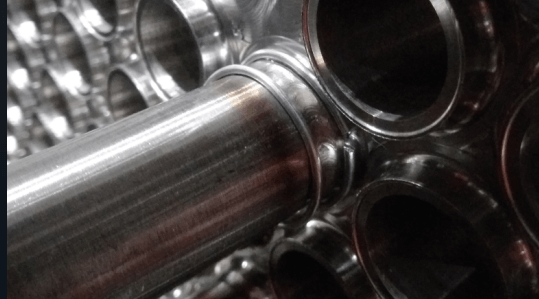
现场实拍如下:
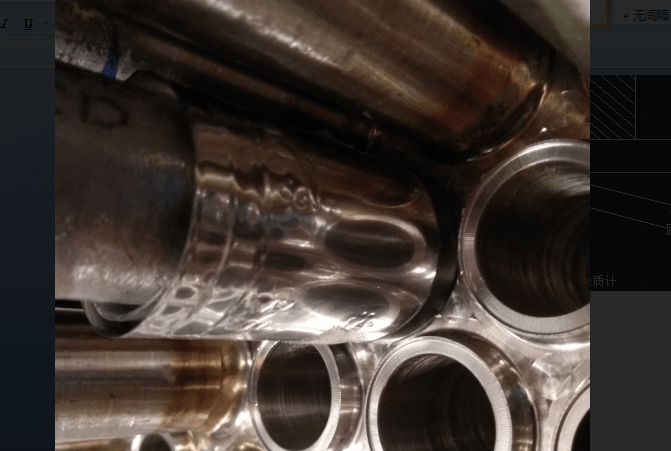
此拍照结果底片上看不到焊缝特征影像,造成此原因有两点:
1、由于管子的厚度只有2.5mm,透照厚度太小,检测灵敏度太低;
2、焊缝独特的焊接工艺,没有余高,甚至焊缝比母材高度要低,根部齐平,几何特征不明显,工件对比度太低。
由此出现的问题即无法定位焊缝的位置,为此我们先做了焊缝定位实验,即在焊缝两侧各固定一根铁丝,如下图所示:
底片示意图:
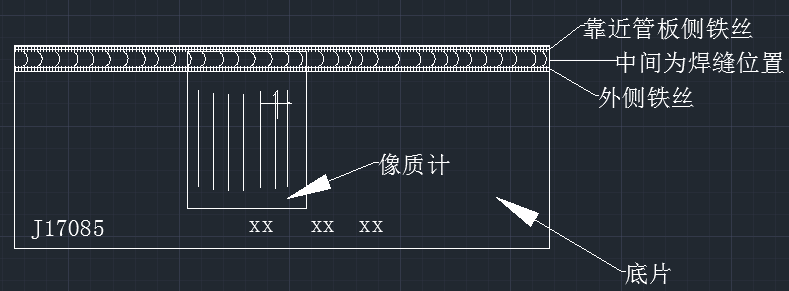
由此确定了焊缝在底片的位置,焊缝的宽度为3-4,mm左右,像质计指数为13#丝,(管板面为圆角,所以实际贴各会有稍许偏差),而正式拍时,我们用箭头来确定焊缝的位置,用箭头固定在焊缝外侧,如图示:

底片示意图如下:
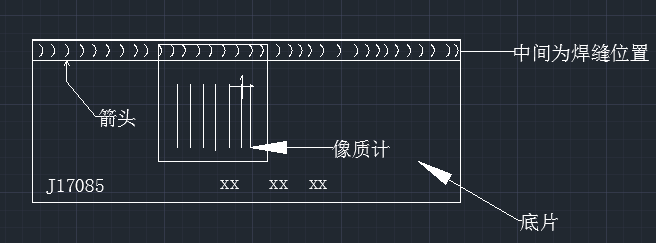
实际像质计指数为13#丝
底片验收标准为NB/T47013.2.2015,要求2.5mm厚度要求达到16#丝,实际指数达不到要求,但考虑到整个透照工艺过程的特殊性与局限性,47013标准应当作为参考,对于底片的要求做综合考量.
对此我想到在此焊接工艺的情况下是否只能得到这样的底片或者如何能得到更好的底片质量:1.由于设备的局限性,射线源的选择没有余地,而且只能选择中心透照.2.射线源的焦点尺寸是否在最合适的位置,往前或者偏后都会影响底片成像效果,这需要做实验3.在相同的规格下如果焊接能焊有余高,就能有更好的对比度,底片的成像也会有不同4.人的因素,底片是捆卷在焊缝一圈,若是贴合更加严丝合缝,没有间隙是否也会有所不同或者相差多少,也需要做实验验证.从多种实验找到最优的方法来让底片有最佳的成像质量.