TOFD(Time-of-flight-diffraction technique 超声衍射时差法)检测技术是利用缺陷端部的衍射波传播时间差进行缺陷定量的一种无损检测方法,具有可靠性好、检出率高、定量精度准、检测效率高、操作成本低、可记录性等优点,但与此同时,TOFD检测技术也存在一些不足之处,表面盲区就是TOFD技术应用的局限性之一,因直通波和底波的影响,存在1-10mm不等的盲区,必须通过其它手段进行弥补,也可以通过改善工艺和改进检测方法来减小盲区。
1、TOFD检测盲区的理论计算
TOFD检测在靠近扫查面存在一个上表面盲区,是由直通波的存在而导致的,扫查面附近的内部缺陷信号可能会隐藏在直通波里面,导致无法识别,因此,上表面盲区也就是所说的直通波信号所覆盖的范围,一般情况下,上表面盲区取直通波两倍周期,则有以下计算公式:
式中上表面盲区大小与三个量有关:c、tp和s,其中c为材料中纵波的声速,tp是直通波脉冲持续时间,s是探头中心间距的一半。
若使用5M探头,探头中心距离PCS设定为80mm,那么根据公式计算,上表面盲区深度为9.82mm。
下表面盲区一方面是针对位于焊缝中心的底面缺陷,比如表面裂纹,其信号可能隐藏在底面回波信号当中,导致信号无法识别,另一方面是针对轴偏离盲区的缺陷,因其信号传输时间大于底波传播时间,也可能导致信号无法识别,这类盲区可以通过偏置扫查减小。
对于底面盲区,可以通过公式计算:
![]()
式中:td是回波信号传输时间,tp是底面反射波信号宽度, D是工件厚度。
若采用7M,折射角60°的探头,探头间距设定为100,工件壁厚32mm,在次检测条件下,根据公式计算下表面盲区为1.6mm。
由此可见,TOFD检测盲区不能忽视,尤其是上表面盲区,必须通过其他手段或更好的工艺方法减小盲区。
2、TOFD检测盲区的测定和实际检测中的盲区缺陷
2.1 TOFD盲区测定
实际检测中的盲区测定和理论上计算的盲区值还是存在一定的差异,下图1分别是对上下表面盲区的测定结果,采用了5MΦ6,折射角60度的探头,试板厚度20mm,刻槽深度分别为1mm,2mm,4mm,8mm,10mm,从图中可以看出,上表面4mm的刻槽直通波下沉,1mm和2mm的刻槽未检出,而从试板对面扫查,发现而下表面1mm的刻槽也能清晰的显示。
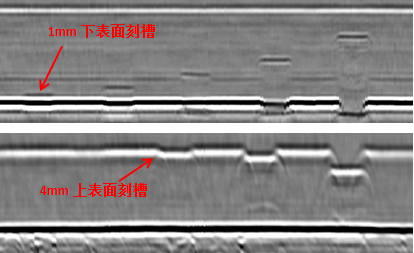
图1
所以在实际测定中,上表面盲区远远大于下表面盲区,下表面盲区可以小至近1mm,因此,可以通过双面扫查的办法来减小上表面盲区。
2.2 实际检测中的盲区缺陷显示和分析
在实际检测中,缺陷隐藏于上表面直通波内时,可能会产生漏检,若缺陷明显,则会对直通波产生影响,下图2是一系列隐藏在直通波内的缺陷,采用了5MΦ6,折射角60度的探头,工件厚度30mm。
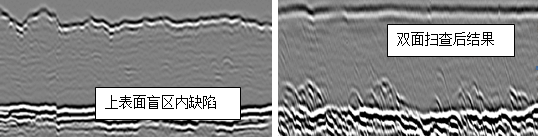
图2
根据图2左中发现,该图谱在评判的时候并未发现明显超标缺陷,但仔细观察直通波和底波比较,底波相对比较平直规则,而直通波存在异常扭曲的现象,利用下表面盲区远远小于上表面盲区这一特点,采用双面扫查对比,从图中右可以很容易发现该直通波内的缺陷,在利用磁粉检测方法对该缺陷进一步确认,发现了很多表面和近表面裂纹,对其进行深度测量,缺陷深度为2—8mm,长度方向显示为多个断断续续的缺陷,如图3所示。
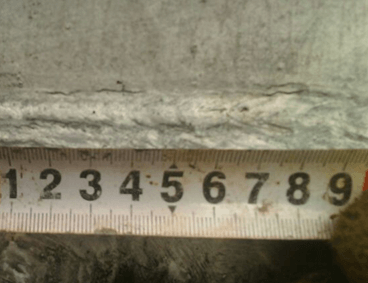
图3
无论在理论计算还是实际测定中,都能说明下表面盲区很小,远小于上表面盲区,比如下图4左中,该设置参数为5MΦ6探头、60°折射角,焊缝厚度为80mm的第二通道图谱,通过测量,该缺陷距离底面不到2mm,现场剖开表面便很容易发现此缺陷,如图4右。
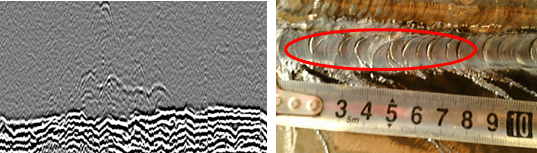
图4
3、解决TOFD检测盲区的方法
由以上分析可知,TOFD检测过程中,上下表面都存在盲区,上表面盲区远远大于下表面盲区,如果不采取其他检测手段,可能会造成盲区内的缺陷漏检,为了减小盲区,避免漏检,可以改善检测工艺,比如采用短脉冲探头、提高探头频率、减小PCS等方法都可以减小盲区,但是无论如何改进,都不可能完全解决盲区内的检测覆盖,还可以采用以下方法和建议来解决盲区检测。
3.1、A型脉冲反射法减小表面盲区
一般解决表面盲区最简单最快捷的方法就是A型脉冲反射法,在检测时通过TOFD对焊缝的扫查后,再利用A型脉冲反射法进行补充检测,可以在一定程度上减小盲区,再利用磁粉检测的方法,就可以解决盲区内的检测覆盖。
3.2、双面扫查减小盲区
利用下表面盲区远远小于上表面盲区这一特点,可以将上下表面盲区减小到1-2mm,再利用磁粉检测,可以解决盲区内的检测覆盖。
3.3、爬波检测
爬波检测也是一种以超声波为物理基础的一种新型高效率的检测方法,对危害性缺陷有相当高的检出率,爬波声束进入工件后可产生纵波、横波、转换波等。该技术适合工件表面和近表面检测,表面开口缺陷、裂纹等缺陷很容易被检出,可以配合TOFD检测表面和近表面盲区。
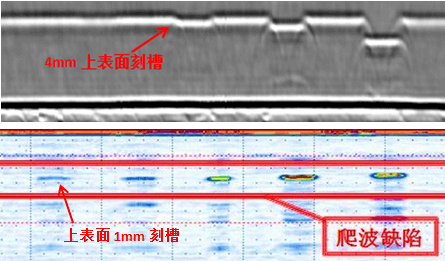
从图中不难看出,对于表面1mm深的缺陷,爬波也很容易检出,再加上磁粉检测,也可以解决盲区内的检测覆盖。
4、结论
通过以上分析,盲区是TOFD检测方法的局限性之一,不管是理论计算还是实际测量,上下表面都存在盲区,上表面盲区较大,下表面盲区很小,在实际检测过程中应该尽可能的减小盲区,可以通过工艺方法的改进和改善来实现,但若只依靠TOFD方法来检测焊缝,不可能完全消除盲区,所以还需要通过其他手段来弥补,来完成盲区内的100%检测覆盖。