小编:与龙共舞
以下面的检测案例,来讨论TOFD检测过程中遇到什么类型的缺陷可以不返修。
一个压力容器,厚度60mm,材质Q345R,设备使用时需高速旋转,线速度达到100km/h,需要外壁绝对的光滑平整,而且还带有刹车系统,整个刹车顶在容器外壁,所以对于这种设备,外壁不能有任何缺陷,任何小缺陷在这种工况下都有可能扩大。
对于这种设备的纵缝,我们采用了双面扫查。焦点稍微向下一点,主要为了解决盲区。检测过程中在外表面发现几个气孔,对于TOFD发现气孔的能力大家都知道很强,所以标准对于气孔的评定也比较宽松。我们认为这次检测到的气孔可以不返,但是甲方说必须要返修,下面就是返修的结果(有多次返修)。
TOFD返修报告
(本报告以内表面检测来描述缺陷位置,深度60指缺陷距离内表面60mm。)
单位:mm
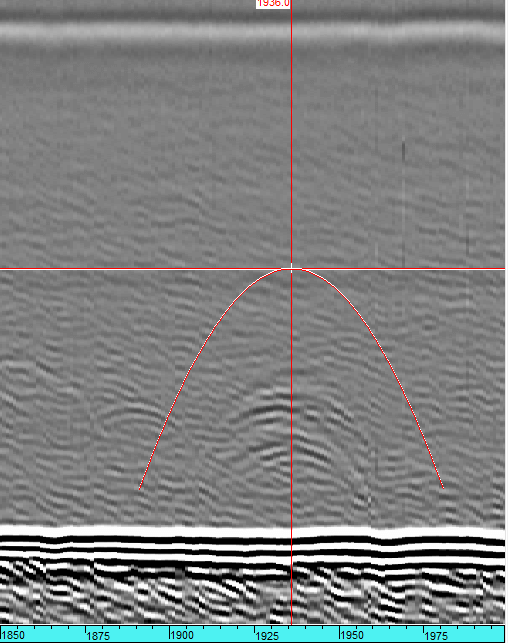
应贵方要求对Rxxx缺陷进行返修检测,共检测了4次,分别给出结果。以下图片采用同一放大比例。
第一次:埋弧自动焊
| 编号 | 起始位置 | 长度 | 深度 | 高度 | 类型 | 备注 |
| R18495-A1-1 | / | 0 | 56-61 | 0 | 多点气孔 | I级 |
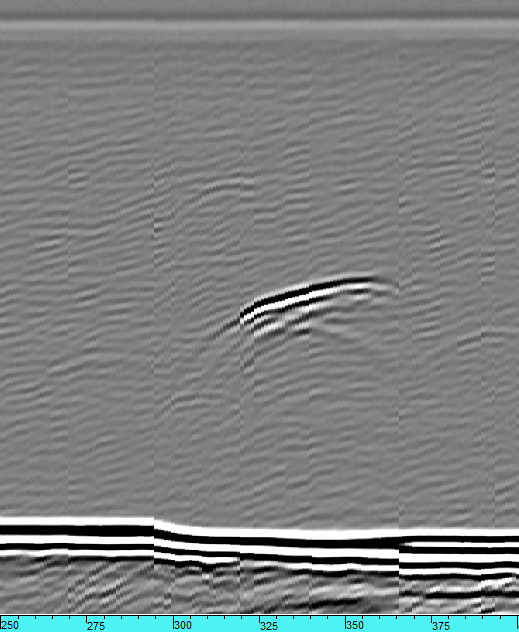
第二次:埋弧自动焊
| 编号 | 起始位置 | 长度 | 深度 | 高度 | 类型 | 备注 |
| R18495-A1-1R1 | / | 23 | 51 | 0 | 条状 | I级 |
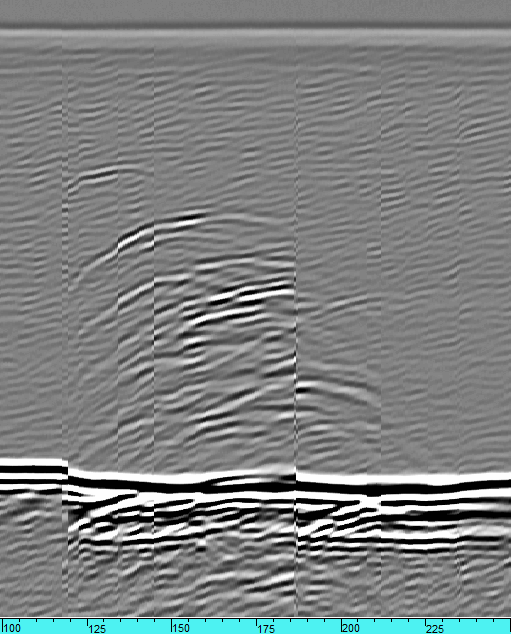
第三次:氩弧焊
| 编号 | 起始位置 | 长度 | 深度 | 高度 | 类型 | 备注 |
| R18495-A1-1R2 | / | 60 | 36-68 | 0 | 气孔裂纹 | III级 |
第四次:二氧化碳气体保护焊
| 编号 | 起始位置 | 长度 | 深度 | 高度 | 类型 | 备注 |
| R18495-A1-1R3 | / | 0 | 43-63 | 0 | 多处气孔 | I级 |
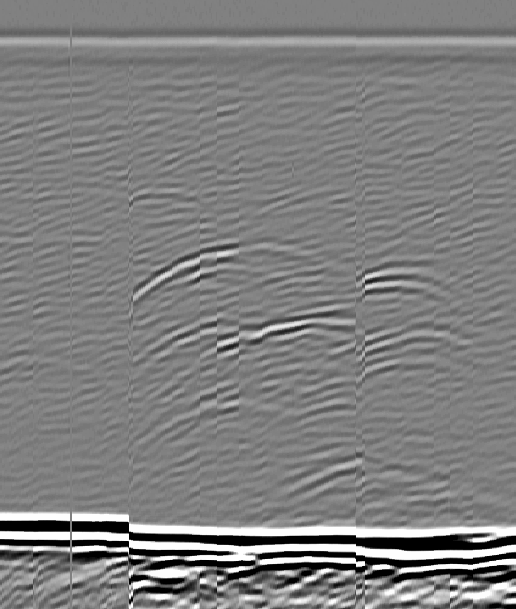
可以看出一共返修了4次,后来业主也担心继续返修会导致材料劣化,就不再要求返修了,通过对比我们可以看出第4次返修后的质量绝对没有第一次检测的结果好。
通过4次返修比较,我个人总结了一下,甲方厂家的焊接工艺存在以下情况:
1、采用埋弧焊缺陷缺陷最少,甚至可以避免气孔产生;
2、二氧化碳气体保护焊缺陷较少,基本上会产生气孔;
3、氩弧焊可能是他们焊接工艺有问题,出现了很多严重缺陷;
焊接并非我的强项,在此就不过多论述,而关于无损检测,返修除了要按照标准,还是要根据实际情况来定,如工件使用环境、工件返修能力、返修后会不会出现什么不好的后果等等,最终才能确定要不要返修、怎么返修。欢迎各位发表意见。
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。