小编:潇湘夜雨
我司在对某化工机械厂一台三类压力容器封头进行TOFD检测期间,用磁粉进行补充检测时发现焊缝两侧熔合线处出现断续裂纹(如图一所示),并且每条焊缝都存在这种情况,同时在检测时发现该封头靠近焊缝表面也大批量的出现裂纹(如图二,三所示),并在其母材处也发现较大开口裂纹(如图四所示)。
图1(焊缝熔合线处裂纹)
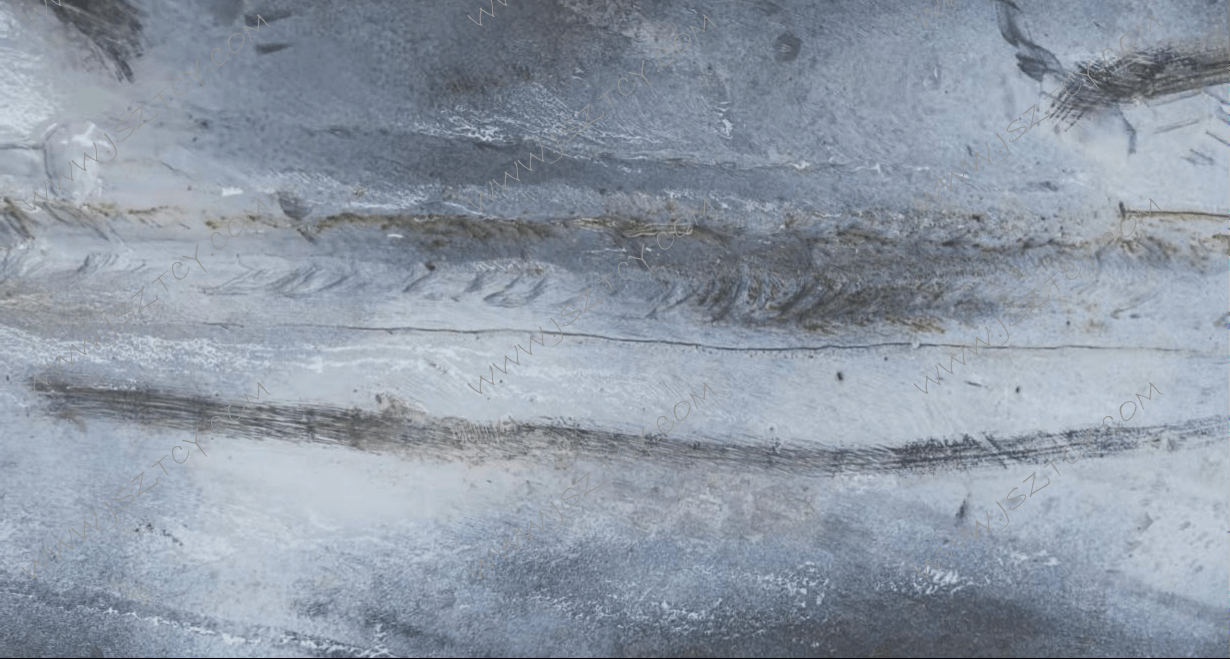
图2(靠近焊缝处表面裂纹)
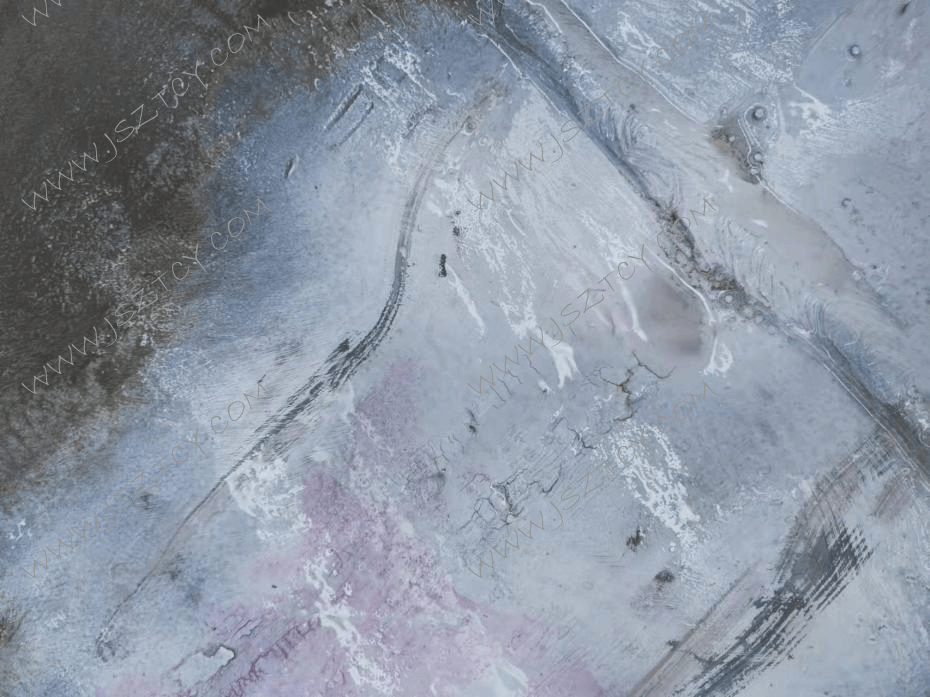

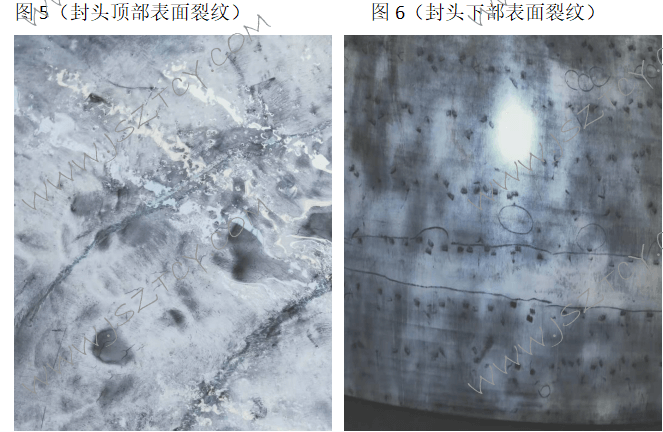
该封头壁厚T=32+4mm,材料为Q345R+S31603。检测仪器:TOFD(Omniscan-MX),超声(PXUT-350+),磁粉机(ZCM-DA1203)。该封头为冷旋压加工而成。经过现场磁粉检测发现上述问题以后,引起了制造厂的高度重视,在对现场外观进行检测时发现,封头外表面充斥大量肉眼可见裂纹,后经制造厂要求对其进行了外表面100% MT检测,发现该封头顶部(如图五),及下部裂纹最多(如图六),并对该批次四只封头全部进行100% MT检测,所有问题基本和第一个封头一致。经联系封头厂家后发现,该批次封头由于是低合金钢,焊接时产生应力,应在拼接焊完成后进行工艺性消除应力退火处理,封头厂为赶工期,直接忽视了这一操作,认为问题不打,而且他们操作人员还进行野蛮加工,省工序,才造成了封头表面的冷脆裂纹(以上只代表个人理解,如有不足之处还请大家多指正)。
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。