小编:绝地苍狼
受某化工厂委托,我司管子管板项目部人员前往该厂对一台换热器进行管子管板角焊缝射线检测。该换热器运行约三年,主要介质为高含硫天然气。在运行过程中部分管子管板角焊缝部位发生泄漏,泄漏出来的硫堵住了管口,致使换热效率大大降低。
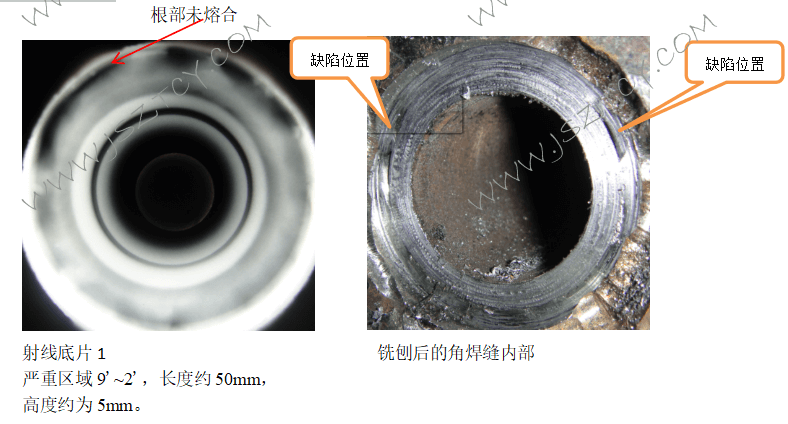
我司检测人员在检测过程中发现大部分管子管板角焊缝都存在严重的未熔合和未焊透缺陷,分析认为很有可能是这类焊接缺陷在设备运行过程中不断扩展最终造成里泄漏的原因。为了进一步验证缺陷的真实性,我们随机抽取了几个管头,对其角焊缝进行了解剖,与底片影像进行比对。
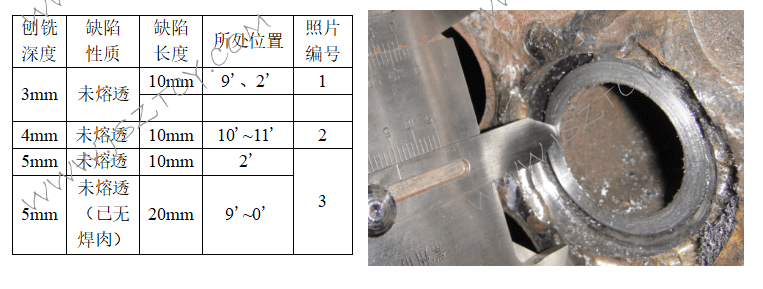
刨铣管头号:1
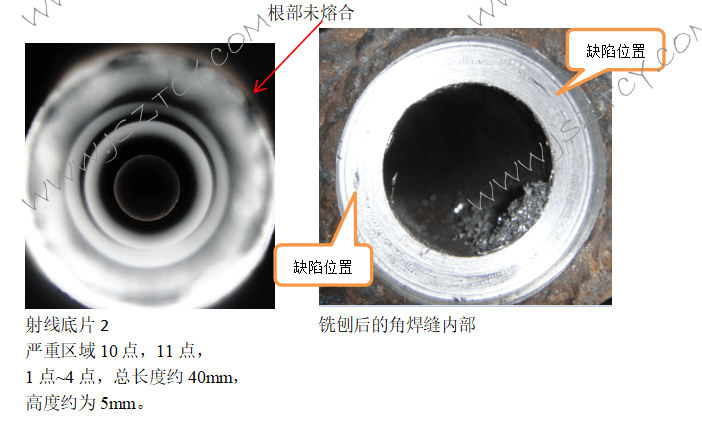
刨铣管头号:2
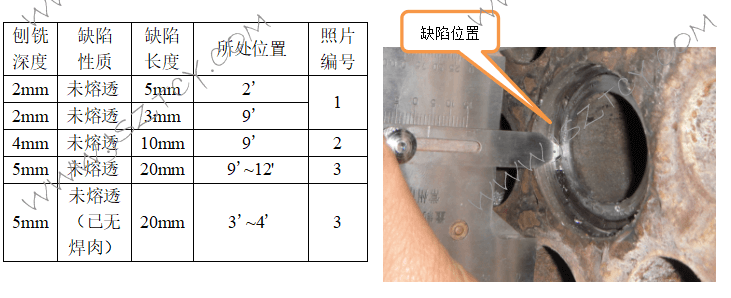
刨铣管头号:3
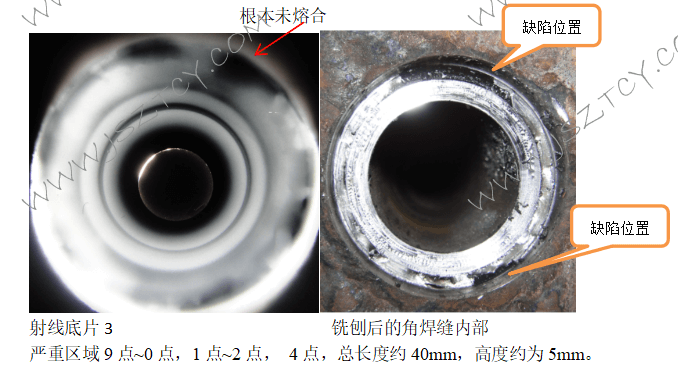
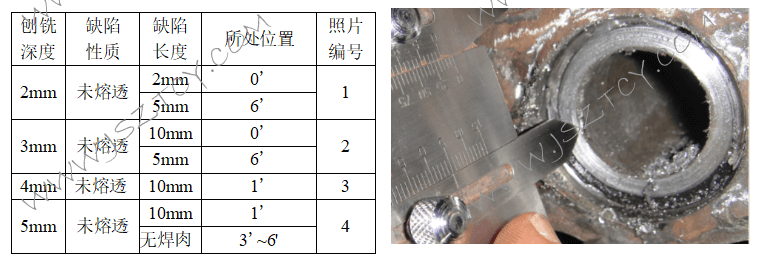
解剖实验结论:所解剖焊口缺陷位置与底片影像基本一致。焊口熔深基本都在5mm左右,坡口深度达不到设计要求的7mm。熔深不足最严重处为焊缝刨铣至2mm深度时已发现有熔深不足显示。
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。