2026年1月底,我司技术团队赴洛阳某制造厂,针对在制反应器的管子管板焊接接头开展相控阵无损检测作业。该反应器相关焊接接头规格为φ38×5mm,采用强度焊焊接形式,坡口深度7mm,管子伸出长度5mm。检测过程中,技术人员依托专业检测设备与丰富检测经验,精准识别出其中两个管子管板焊接接头存在未熔合缺陷。
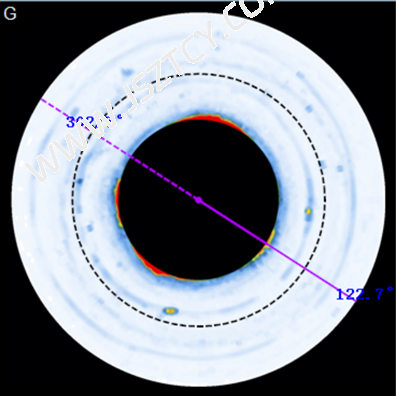
检测工作完成后,我司第一时间向业主单位提交专项检测报告,并就两处疑似缺陷组织专题技术研讨。经与业主单位充分沟通,双方达成一致共识,对这两处存在异议的焊接接头实施解剖验证。剖开后的焊缝断面清晰显示,两处位置均存在与检测图谱特征吻合的未熔合缺陷。验证结果与无损检测评定结论完全一致,充分证实了本次检测判定的准确性与可靠性,以及我司在检测领域的技术实力。

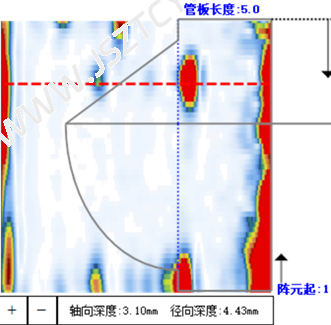

图一 检测缺陷图谱及缺陷解剖验证
为从根本上追溯缺陷成因,并协助客户提升制造工艺,我司项目团队积极协同制造厂相关部门,与焊接施工班组开展了专项对接工作。通过逐一核实该部位焊接作业的具体流程、操作参数、人员资质等关键细节信息,经技术、工艺、操作等多维度综合分析研判,最终确定缺陷产生的核心诱因:在盖面焊接工序中,当班作业人员操作速度过快,导致焊缝金属未能与母材及前道焊缝实现充分熔合,最终形成未熔合缺陷。这一结论为业主单位优化焊接工艺、强化现场质量管理提供了精准的改进方向。
后续依据双方确定的返修方案,制造厂对不合格管头进行返修处理。返修完成后经我司复检,检测显示缺陷信号消失,检测结果满足设计及标准要求,判定该管子管板焊接接头合格。
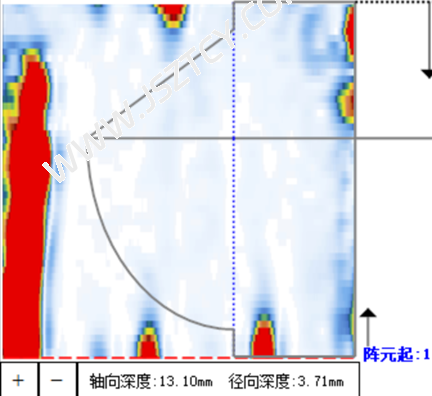
图二 返修后检测图谱
本次洛阳检测任务圆满完成,我司凭借专业的检测能力成功为业主单位排查并消除了设备安全隐患,为该反应器按期、优质完工提供了坚实有力的技术保障。
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。