【案例1】
2015年8月11日,江苏中特创业检测人员在连云港某热电分厂,对6#炉(UG-100/5.3-M)集汽集箱进行磁粉检测(设备型号:CJX-200E)时,发现在右侧安全阀角焊缝右侧热影响区以及母材部位(材质为:15CrMoG)发现多条连续性裂纹,图片如下所示:
此为第一次发现裂纹时的图片:
在消缺打磨过程中又对其他母材处进行了磁粉检测后发现该处的裂纹变得更加清晰:

【案例2】
2015年11月12日,江苏中特创业检测人员在对南通某热电有限公司1#炉(UG-75/9.8-M)集汽集箱的主蒸汽阀体进行磁粉(设备型号:CJX-200E)检测时发现在阀体的炉后右侧母材(材质为:不明)处发现多条裂纹,图片如下所示:


由于该阀体处于高温部位,连接着主蒸汽,所以该公司最后决定趁检修期间把它换掉。
【案例3】
2015年10月25-30日,江苏中特创业检测人员对太仓某化工厂5#炉(SG-1025/17.47-M868)检测时发现以下问题:
1:对汽包壁处的下降管进行磁粉探伤时(设备型号:CJX-200E)发现在上面有许多安装时的吊耳在割掉时未能及时把多余部分进行打磨处理,经过磁粉对其中一根下降管处的吊耳进行检测时发现几乎每个吊耳上都有裂纹(材质为:SA106B),图片如下所示:


在对此问题建议该厂把所有汽包壁处下降管上的吊耳磨平以后,进行磁粉检测,发现任然还是存在大量的裂纹:
左侧下降管缺陷情况如下:

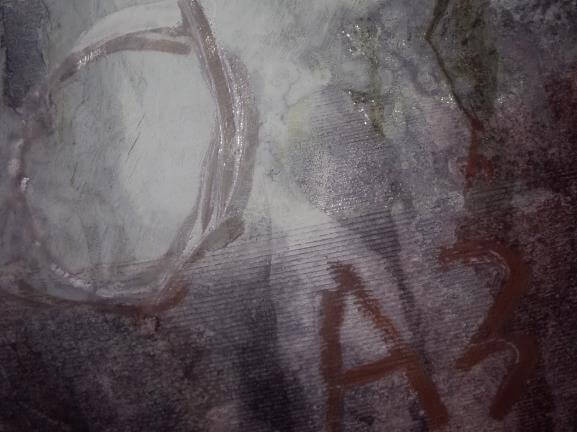



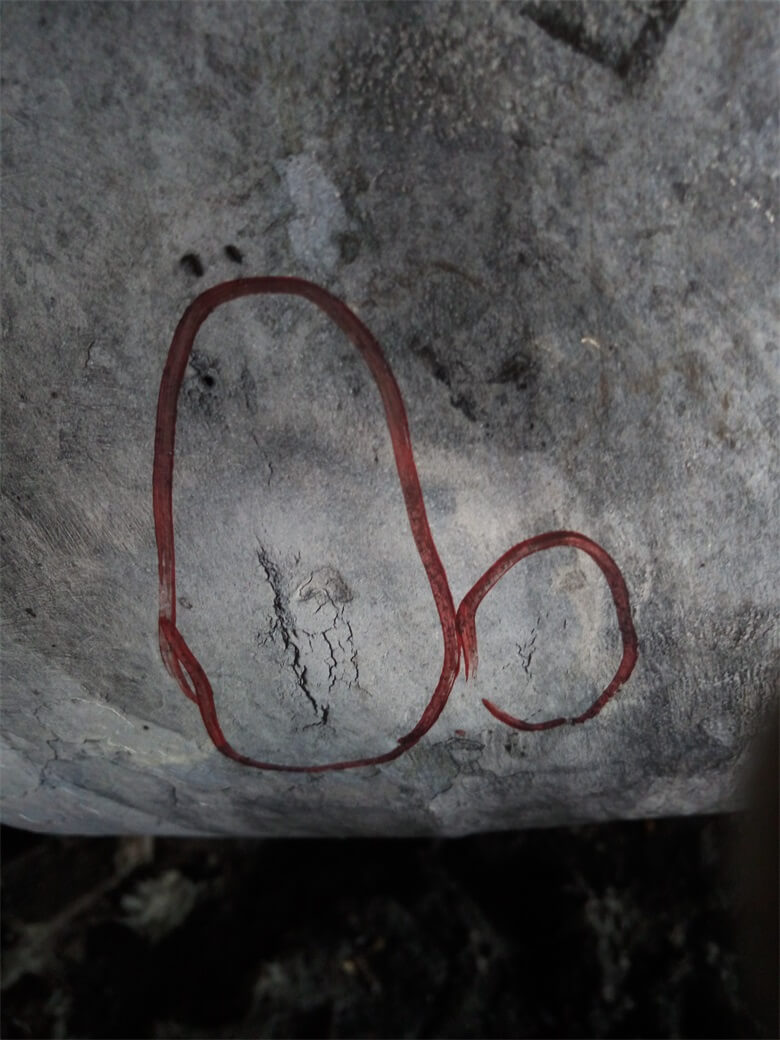
2.在对下降管汇集集箱(材质为:SA-106B)进行磁粉检测时,发现在其上部三通的肩部以及环缝处发现多处裂纹,如下图所示:
此为右数第二圈环缝的裂纹示意图:
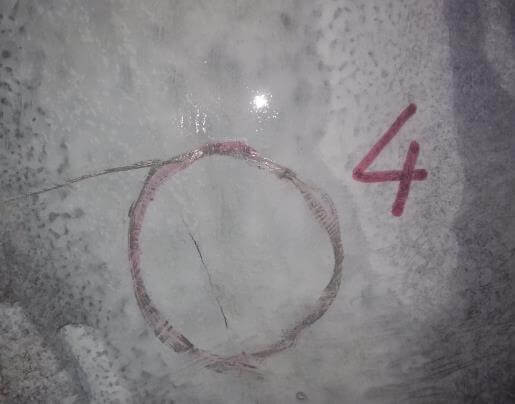
此为三通肩部裂纹示意图:

3.对一级减温器管道的一处热电偶(材质为:12Cr1MoVG)进行磁粉探伤时(设备型号:CJX-200E)发现位于角焊缝处有一条长约7mm的裂纹,图片如下所示:

在对该裂纹进行打磨过程中的照片,发现可能就是由这个夹渣引起的:

4. 对墙式再热器左侧出口集箱(材质为:12Cr1MoVG)三通上进行磁粉检测时(设备型号:CJX-200E)发现位于集箱处的炉后侧环缝处有一条裂纹,长约11mm,图片如下所示: