一、案例描述
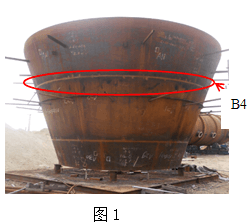
设备名称:产品脱气仓
焊缝规格:B4:Φ7094,壁厚T=28/30对接
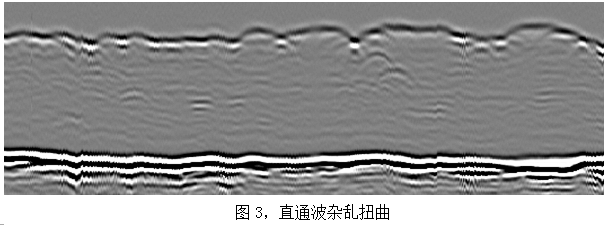
该设备椎体环缝在检测时发现整圈存在表面裂纹,此缺陷在MT检测时发现,TOFD图谱中直通波杂乱,为排除直通波盲区大的影响,对其焊缝采用双面扫查,可发现裂纹。
? ? ? 二、检测分析
1、此椎体焊缝首先对接B4,图1,MT检测时候发现整圈裂纹,图2所示,检测面为内壁,TOFD图谱中表现为直通波杂乱扭曲,如图3,整圈裂纹缺陷深度不一,为2—10mm深。
 表面盲区内不连续裂纹
表面盲区内不连续裂纹
 图2.表面盲区内连续裂纹
图2.表面盲区内连续裂纹
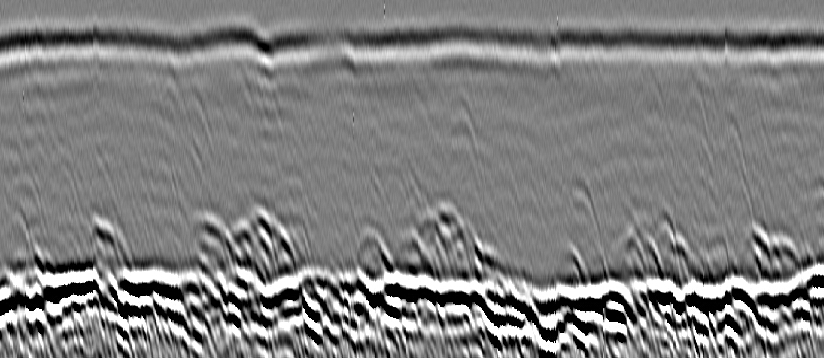
 为了排除TOFD表面盲区问题,对焊缝外表面进行TOFD扫查,图谱中能发现裂纹,深度为24mm,去除裂纹,并MT用跟踪检测,待返修后,最终检测合格。
为了排除TOFD表面盲区问题,对焊缝外表面进行TOFD扫查,图谱中能发现裂纹,深度为24mm,去除裂纹,并MT用跟踪检测,待返修后,最终检测合格。
三、结果讨论
1、 对此缺陷进行分析,此环缝先焊接内壁坡口,后焊接外壁坡口,且存在错边现象,所以估计造成此缺陷可能是由于强力组对焊接后的应力引起。
2、 由于此类表面裂纹TOFD检测时藏在直通波内,故对焊缝检测时,建议进行TOFD双面扫查,以排除表面盲区大的问题,并结合MT检测,可以避免漏检。
3、 在缺陷挖除时,避免残留缺陷的存在,也可用MT跟踪检测。
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。