小编:光辉
2018年8月,我司在对某石化管道进行相控阵检测中,检测一道Ф1024×15.4mm焊口时在12-14mm深度的位置出现一很长一段疑似缺陷显示,分布有一定规律性,从管道正上方12点向焊缝两侧400mm左右。
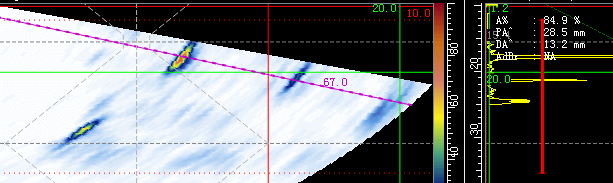
S扫上位置如下图所示:1PAUT通道可发现1次波扫焊缝根部位置未发现显示,2次波则有较强反射波显示,在0-500mm处,2700-3000mm处,2PAUT通道则无显示
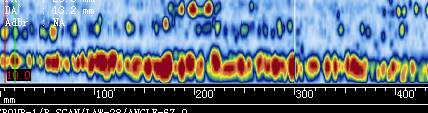
C扫图部位如下所示:
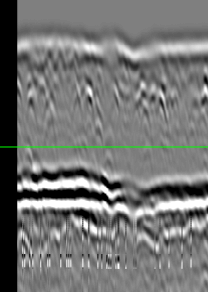
通过对TOFD图谱的分析,在根部未发现缺陷显示
由于相控阵检测一次波未有缺陷显示,同时通过焊接分析,内壁焊接时管道上侧液体金属在自重力作用下下滴,而内壁下侧焊接时则沿管壁向下流动。故判定为管道焊接时根部熔透产生的内部余高过大,以及部分焊瘤。此反射波显示实际为焊缝一次波底波显示。后经RT确认此部位无缺陷显示,存在部分焊瘤。
在管道相控阵检测时由于根部检测的复杂性,为提高根部缺陷检出,建议设置检测参数时采用一次波检测焊缝根部,由于大部分根部缺陷都在近钝边处,故应将焊缝图示的钝边设置入扫查范围内,并在S扫中显示出来。
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。