小编:绝地苍狼
我司是国内最早应用管子-管板角焊缝射线检测技术的检测公司。随着时间的推移和技术应用的不断推广,目前国内拥有管子-管板射线检测设备并且能够应用此项技术的单位,我司已不再是唯一。
然而,虽然同属射线检测,管子-管板角焊缝射线检测技术跟常规射线检测技术相比,有着很大的区别。所以,尽管目前拥有管子-管板射线检测设备的单位不止一家,但是有的拍出的底片质量和灵敏度是不能满足产品质量检测的要求的。 我公司多年来持续不断进行技术革新和改进,以满足不同规格、不同焊接型式的管板角焊缝检测要求。公司在技术革新和改进方面投入了大量的人力、物力和财力,采取理论和实践相结合,经过无数次灵敏度透照试验进行验证比对,得到了一系列有关管子管板射线检测的重要参数。可以说,透照参数的选取对底片质量和透照灵敏度起着至关重要的作用。此处介绍两种透照参数所拍底片的效果对比试验。
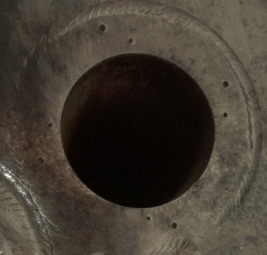
管子管板试样焊接结构描述:
管子规格Φ38×4,管子伸出高度0mm,坡口深度3mm,焊缝外圆直径44mm
人工缺陷描述:
种类、数量、尺寸、位置见照片
5#试块:缺陷描述(直径-数量):①Φ0.5-4 ②Φ0.8-4
试验方法:
- 使用A参数,对试块进行拍片,控制黑度在1.5-2.5;
- 使用B参数,对试块进行拍片,控制黑度在1.5-2.5;
- 观察对比每一张底片,并对不同透照参数对同一试块上同一缺陷拍摄得到的影像进行对比,记录评定结果(略)。
底片照片
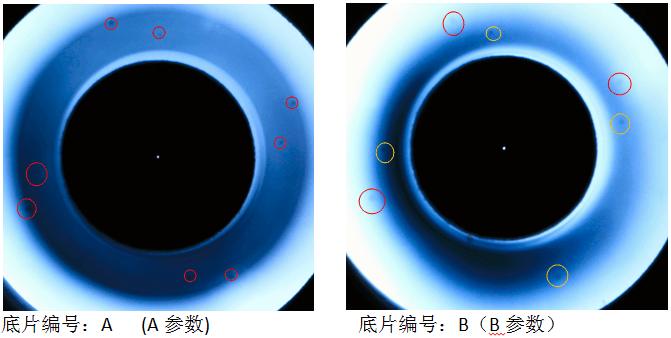
通过观察以上两张底片,不难发现,底片A ,8个人工缺陷清晰可见,底片黑度基本均匀;底片B,只有4个缺陷清晰可见(黄色圆圈内);有3个缺陷可见但很不清晰,有1个缺陷未见,且焊缝区域不完整,黑度极不均匀。
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。