小编:辉
2020年10月26日,我司受常州某公司委托,对瑞典某公司项目编号为R20105的扬克缸轴承端盖环缝进行检测,该端盖焊缝厚度为195mm厚,材质为Q345R。
在对该环缝做TOFD检测发现在焊缝内部存在以下整圈缺陷:
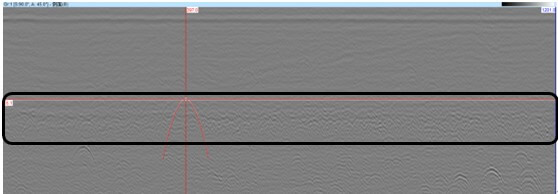
图1、裂纹TOFD显示
该缺陷深度为56-60mm,位于焊缝宽度方向中心位置。
针对该缺陷进行了超声检测,做锯齿扫查时波高为Ⅰ区至Ⅱ区之间,但是在做横向缺陷扫查时,缺陷波高为Ⅱ区至Ⅲ区,且存在一定的横向长度。
综合以上信息可判定该缺陷为整圈横向裂纹。
于是通知业主对该焊缝进行返修,由于缺陷位置较深,故对该焊缝进行车床加工,将缺陷车掉,并对车加工后焊缝表面进行PT检测,以保证将缺陷彻底消除。
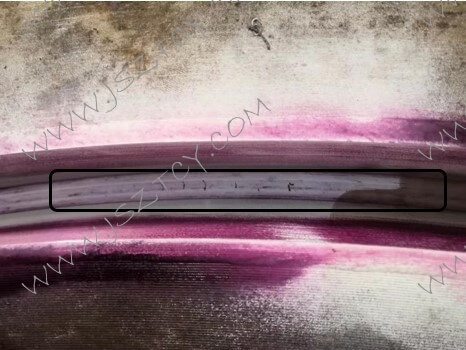
在初次加工后,进行了PT检测,发现在部分区域依然存在横向裂纹。
事后对该横向裂纹进行分析时,在与烘缸现场焊接人员沟通并查阅焊接记录后,得知该焊缝在焊接至距离表面约60mm处时由于某些原因,中间停了约7个小时,并在此期间未一直对焊缝进行加热,只是用保温棉进行了简单覆盖,再继续焊接时也未做补偿措施,只是进行简单加热就进行焊接。由此导致了整圈横向裂纹的产生。
在焊接中,裂纹为最危险的缺陷,而横向裂纹则是裂纹中最容易漏检的。针对横向裂纹的检测需特别注意,尤其在温度较低的环境下,或者是预热温度可能存在问题的情况下。在TOFD检测时,针对某些较长规则显示时应进行专门分析,通过UT的锯齿形扫查确定缺陷在焊缝宽度上的位置(中心、坡口或者热影响区),而斜向扫查必不可少,同时并结合焊接情况具体分析,以此来尽可能的提高缺陷检出率。
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。