小编:辉
2019年7月,我司接到南京XX公司压力容器装备制造有限公司委托对一台PO反应器进行相控阵超声检测,工件厚度为18mm,业主提出焊缝余高无法磨平,经过在18mm对比试块上的验证,采用一次波检测根部,二次波检测上表面,可以检出各种深度及位置的孔及V型槽,然后编制了检测工艺。
在检测过程中,在其中一条纵缝上发现了一处超标缺陷
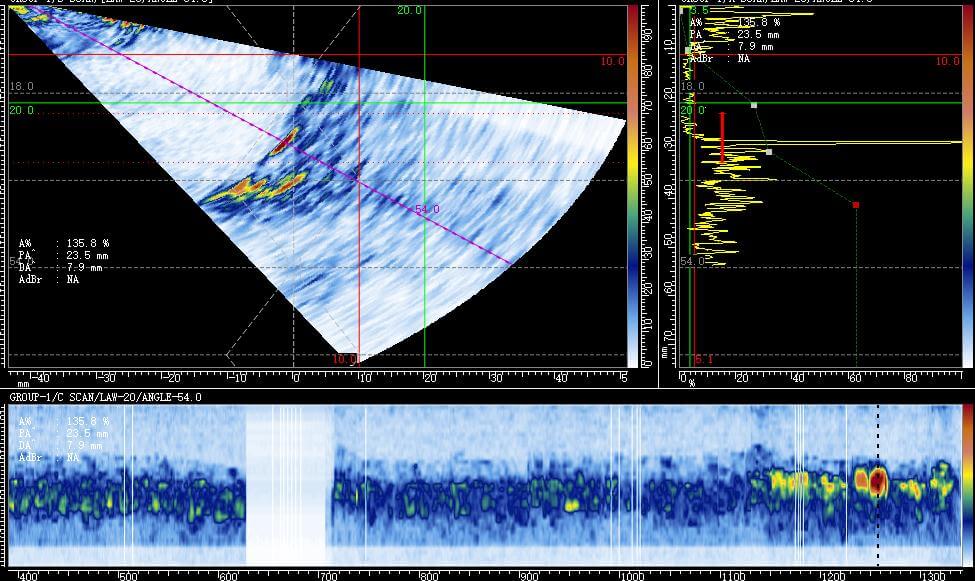
该缺陷长度L=16mm,深度H=7.9mm,波高dB=φ2+7.1dB。
由于初始业主提供坡口角度有误差,焊缝表面宽度较窄,焊缝图示设置有一定偏差,后经锯齿形扫查确定,缺陷在坡口位置,判定为未熔合,需要返修。
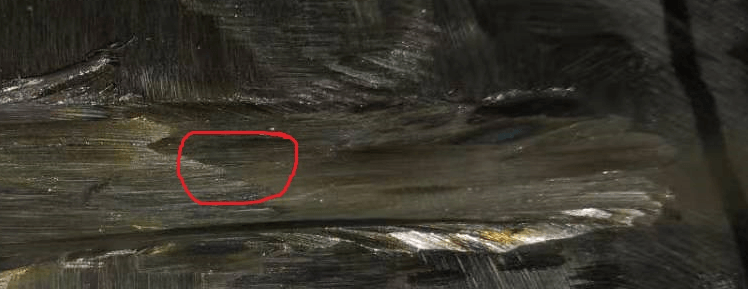
经现场打磨,在发现一约20mm长未熔合。
由此可见,相控阵超声检测在中薄板不锈钢焊缝的检测检测效果,直观,且灵敏度高。但是在要求在检测前确定焊缝坡口角度、钝边高度、焊缝表面宽度、甚至两侧热影响区的表面状况,以及在检测中扫查时步进距离的误差,这些关键因素会影响检测人员对缺陷性质的判定。
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。