腾龙案例
——不等厚削边封头根部缺陷判定
小编:辉
2017年12月在漳州腾龙某检测检测一台换热器时,TOFD检测封头环缝时发现了一个典型的根部缺陷。初期怀疑是根部裂纹,后确定为未熔合。
容器名称:冷低分油/热高分气换热器
材质:SA516G
厚度:45/82mm,筒体做了削边处理,削边长度109mm,削边角度19°。
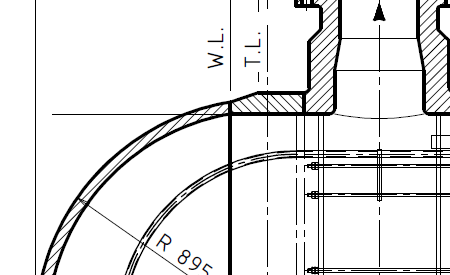
由于结构原因,故采用70°与60°楔块为一组进行扫查
下图为初次扫查图谱
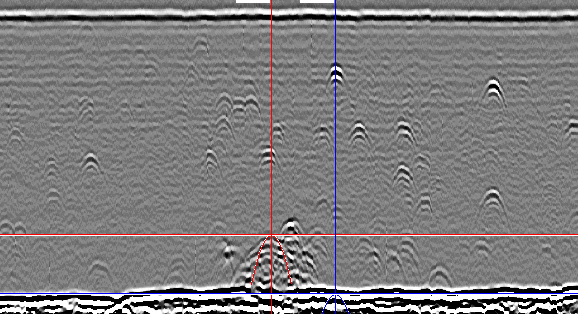
在TOFD软件上对缺陷进行了分析,缺陷深度为47.5mm,长度为68mm,高度为7mm。
同时进行了超声检测,在球型封头侧以K1探头检测,显示缺陷深度54mm,正常底波显示深度为59mm,判定缺陷位置位于封头侧融合线位置。长度为65mm,左侧38mm+右侧27mm,中间为反射最高波位置,dB值为SL+19dB,球形封头侧超声测厚为57mm。
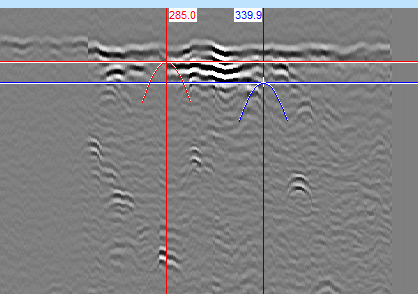
缺陷前后对比清晰,判定为根部缺陷(怀疑有裂纹倾向或者未熔合)。
后期对此换热器进行了开罐检查,然后在内壁该缺陷位置进行了磁粉检测,未发现可记录缺陷;在筒体侧采用小晶片K2.5探头检测时发现了缺陷,长度70mm,深度4-8mm,dB值为SL+9dB,判定缺陷位置为内侧球形封头侧坡口。
与此同时做了内表面TOFD扫查,深度7.5mm,长度62mm,高度2mm.
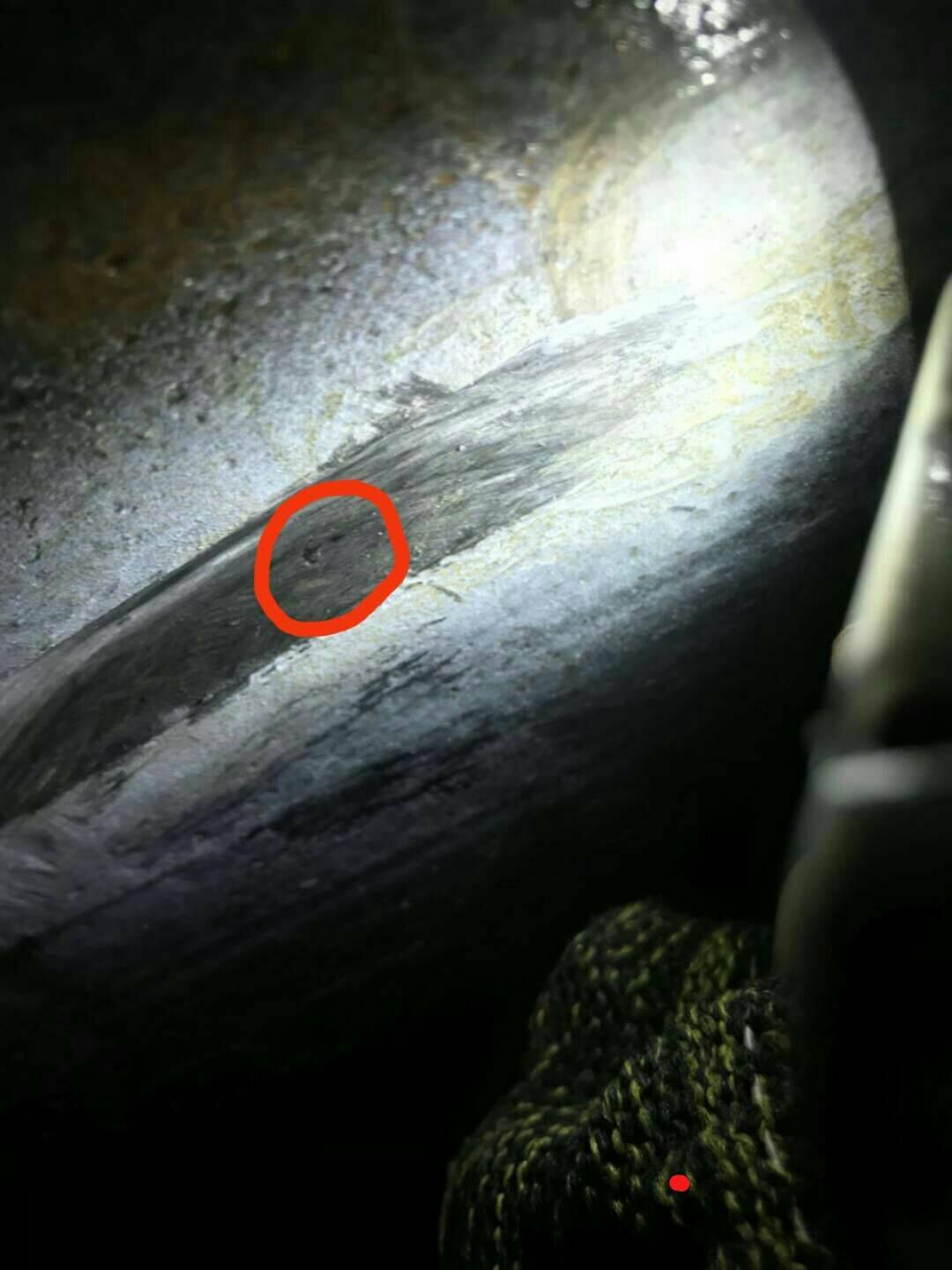
此时结合各种数据判定为未熔合,然后对缺陷位置进行打磨,可惜由于打磨位置略有偏移,将大部分缺陷磨掉,最终在封头侧露出部分未熔合缺陷,长度10mm。拍照如下:
声明:本站所有文章,如无特殊说明或标注,均为本站原创发布。任何个人或组织,在未征得本站同意时,禁止复制、盗用、采集、发布本站内容到任何网站、书籍等各类媒体平台。如若本站内容侵犯了原著者的合法权益,可联系我们进行处理。