小编:五斗橱
顾客至上,严谨仔细
——记石家庄炼化项目TOFD检测一二事
8月初,我司接到XXX单位通知:石家庄炼化公司有两台加氢反应需要进行TOFD检测,设备编号342-R-104/342-R-105,材质2.25Cr-1Mo-0.25V,规格Φ5000×325+7mm,属于高温高压的Ⅲ类容器,且工期紧,需要尽快进行检测。
由于该设备厚度达325㎜,且内部有堆焊层,在NB/T 47013.10-2015标准中,属于检测厚度最高的一个级别,按标准需要分5层进行检测。该厚度设备在日常检测中较少遇到,公司未配备相应厚度的对比试块,考虑到业主的工期安排紧以及该设备的重要性,公司领导立即指示:带上设备,到北京中国特种设备检测研究院进行设备及探头楔块的调校,准备妥当后直接奔赴石家庄炼化公司进行检测工作。
{kind=link}
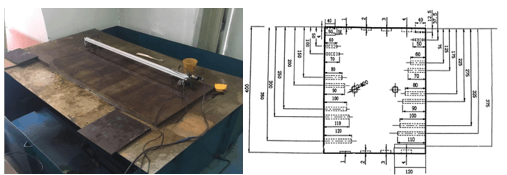 北京 国家院顺义基地400㎜TOFD对比试块(设备调试现场及试块图纸)
北京 国家院顺义基地400㎜TOFD对比试块(设备调试现场及试块图纸)
8月2日,我司派两名TOFD检测经验丰富的人员到北京国家院进行设备调试,在国家院的配合下,一切调试工作顺利进行。3日上午设备调试完毕,当天下午赶赴石家庄,4日参加石家庄炼化公司的安全培训,5日正式开始检测工作,一切工作的时间安排相当紧凑。
8月5日,现场进行TOFD检测,由于工作前一切准备充分,所以检测工作比较顺利。两台反应器共计有4条环焊缝需要检测,虽然工件厚度较大,但是焊缝宽度只有33㎜,且坡口为U型,检测人员严格根据标准进行分区检测,保证检测区域的充分覆盖。结合检测中发现的小气孔等缺陷判断,检测灵敏度适当,符合标准要求。检测结果是:4条环焊缝均未发现超标缺陷,评定为合格。
在检测中,由于我司检测人员的严谨仔细,避免了一起错检和漏检事故,具体情况如下:
由于加氢反应器的焊缝余高被打磨平整,从外观上无法看出焊缝的具体位置。检测前由XXX单位派人通过打硬度、金相组织观察等方法确定了焊缝位置,并沿焊缝中心位置划线作为检测依据。我司检测人员按照所标识的焊缝位置进行了TOFD检测,但检测中发现设备342-R-104的B7焊缝检测图谱与另外3条焊缝明显不一样,该图谱中无任何缺陷显示,连气孔、夹渣等小缺陷都没有,而其他三条焊缝在检测中均有若干气孔等小缺陷显示,因此显得不正常。对此,我司检测人员向XXX单位现场负责人提出疑问,建议其重新确认焊缝位置是否有误。XXX单位接到反馈后,高度重视此事,立即安排人员进行复查,发现确实将焊缝的位置搞错了。经扩大保温拆除范围再仔细查找,终于寻找到正确的焊缝位置,然后安排人员打磨并实施了检测,避免了漏检错检的事故发生。
在XXX单位和我司人员的共同努力下,两台加氢反应器的TOFD检测工作顺利完成。通过该检测项目,我司的企业精神和文化得到体现:顾客至上,质量第一的理念;严谨仔细一丝不苟的作风;不怕吃苦积极配合工作态度。